
Guía de tratamiento térmico del acero para herramientas O1
Acero para herramientas O1 El tratamiento térmico típico consiste en un precalentamiento a unos 650 °C (1200 °F), una austenización a 788-816 °C (1450-1500 °F), un enfriamiento rápido en aceite caliente agitado y un revenido según la dureza final requerida.
Tras un endurecimiento y revenido adecuados, el acero O1 suele alcanzar una dureza de entre 57 y 63 HRC. La dureza en estado templado suele ser de entre 64 y 65 HRC, pero en este estado es demasiado frágil para su uso y debe ser revenido de inmediato.
Dado que el acero O1 es un acero para herramientas de trabajo en frío que se endurece con aceite, los riesgos más importantes del tratamiento térmico son el agrietamiento por temple, la deformación, la descarburación, los puntos blandos y el revenido retardado. Estos problemas suelen deberse a un control deficiente de la temperatura, una geometría de herramienta inadecuada, una agitación insuficiente del aceite, un remojo excesivo o dejar la pieza sin revenir después del temple.
Esta guía proporciona una tabla práctica de tratamiento térmico O1 que abarca el alivio de tensiones, el recocido, el precalentamiento, la austenización, el temple en aceite, las temperaturas de revenido, la dureza esperada, el cambio de tamaño y las fallas comunes del tratamiento térmico.
Tabla de temperaturas de tratamiento térmico del acero para herramientas O1
| Proceso de tratamiento térmico | Temperatura °F | Temperatura °C | Instrucción práctica |
|---|---|---|---|
| Alivio del estrés | 1200-1250 °F | 649-677 °C | Remojar de 1 a 2 horas por cada pulgada de espesor. Enfriar lentamente. Se utiliza después de un mecanizado intenso y antes del endurecimiento. |
| Recocido | 1350-1450 °F | 730-788 °C | Remojar completamente. Enfriar lentamente en el horno hasta aproximadamente 900-1000 °F / 482-540 °C, luego enfriar al aire. |
| Precalentamiento | Aproximadamente 1200 °F | Aproximadamente 650 °C | Mantener durante 10-15 minutos o hasta que esté uniformemente caliente. No dejar en remojo demasiado tiempo. |
| Austenización / endurecimiento | 1450-1500 °F | 788-816 °C | Calentar desde la temperatura de precalentamiento hasta la de endurecimiento. Evitar el sobrecalentamiento y un tiempo de remojo excesivo. |
| enfriamiento con aceite | Retirar a 125-200 °F | 52-93°C | Enfriar en aceite caliente y agitado. Templar inmediatamente después del enfriamiento. |
| Templado | Normalmente entre 300 y 600 °F. | 149-316 °C normalmente | Mantener aproximadamente 2 horas por cada pulgada de espesor de la sección. Seleccionar la temperatura según la dureza final. |
Para la mayoría de las herramientas de trabajo en frío, el acero O1 se templa comúnmente entre 149 °C y 260 °C (300 °F y 500 °F). Este rango mantiene una alta dureza a la vez que reduce la fragilidad causada por el temple.
Cómo realizar el tratamiento térmico del acero para herramientas O1
El tratamiento térmico O1 normalmente incluye precalentamiento, austenización, temple en aceite y revenido. Se aplica alivio de tensiones cuando la pieza ha sido mecanizada intensamente. El recocido se utiliza para ablandar el O1 endurecido y facilitar su reprocesamiento.
1. Alivio del estrés antes del endurecimiento
Se recomienda el alivio de tensiones tras un mecanizado intenso, la eliminación de material grueso o un rectificado irregular. Estos procesos pueden dejar tensiones internas en la herramienta. Si la pieza se endurece sin alivio de tensiones, las tensiones residuales pueden combinarse con las tensiones de temple, provocando deformaciones o grietas.
Calentar lentamente el acero O1 sin endurecer a 649-677 °C (1200-1250 °F), mantener a esa temperatura de 1 a 2 horas por cada pulgada de espesor y, a continuación, enfriar lentamente. Este paso no endurece el acero. Su propósito es reducir las tensiones internas antes del ciclo de endurecimiento final.
2. Recocido del acero para herramientas O1
El recocido se utiliza para ablandar el acero O1 endurecido para su mecanizado o corrección. Caliente el acero a 730-788 °C (1350-1450 °F), mantenga la temperatura durante un tiempo prolongado y luego enfríe lentamente en el horno hasta aproximadamente 482-540 °C (900-1000 °F) antes de enfriarlo al aire.
La protección de la superficie es importante durante el recocido y el endurecimiento. Si el O1 se calienta en una atmósfera oxidante, la superficie puede perder carbono. Una superficie descarburizada no se endurecerá correctamente y puede desgastarse rápidamente durante su uso.
3. Precalentamiento del acero para herramientas O1
El precalentamiento reduce el choque térmico antes de que el acero alcance el rango de austenización. Es especialmente útil para piezas con espesores de sección irregulares, esquinas afiladas o tensiones de mecanizado.
Precaliente el oxígeno a unos 650 °C (1200 °F) y manténgalo a esa temperatura durante 10-15 minutos, o hasta que la pieza de trabajo esté calentada uniformemente. Este paso de ecualización debe ser breve, no un mantenimiento prolongado.
4. Austenización y endurecimiento del acero para herramientas O1
La austenización es la principal etapa de endurecimiento. El O1 generalmente se calienta a 1450-1500 °F / 788-816 °C antes del temple en aceite.
El extremo inferior de este rango suele ser más seguro cuando la tenacidad y el control dimensional son importantes. El extremo superior puede aumentar la dureza y la resistencia al desgaste, pero el sobrecalentamiento o el remojo excesivo pueden incrementar la austenita retenida, reducir la estabilidad dimensional y generar una dureza menor a la esperada tras el temple.
La pieza debe sumergirse solo el tiempo necesario para que la sección alcance una temperatura uniforme. Un calentamiento insuficiente puede provocar un endurecimiento incompleto. Un sobrecalentamiento puede causar una dureza inestable, deformación o fragilidad.
5. Acero para herramientas O1 templado en aceite
El acero O1 debe enfriarse en aceite para alcanzar su máxima dureza. El aceite debe estar caliente y agitarse adecuadamente. El aceite estático puede crear una capa de vapor alrededor de la pieza caliente, lo que ralentiza el enfriamiento local y provoca zonas blandas.
El rango de temperatura óptimo para el aceite de temple es de aproximadamente 25-60 °C (75-140 °F), dependiendo del tipo de aceite y las prácticas del taller. Tras el temple, retire la pieza del aceite cuando alcance una temperatura aproximada de 52-93 °C (125-200 °F).
La pieza debe templarse mientras aún esté caliente. El templado tardío es una de las causas más comunes de agrietamiento en el acero O1 endurecido.
6. Templado del acero para herramientas O1
El revenido reduce la tensión y la fragilidad de la martensita recién templada. Además, determina la dureza final de trabajo.
Para la mayoría de las herramientas de trabajo en frío O1, el revenido se realiza normalmente entre 149 °C y 260 °C (300 °F y 500 °F). Una temperatura de referencia común es de 177 °C (350 °F), que generalmente produce una dureza de aproximadamente 62-63 HRC después del endurecimiento adecuado.
Una regla general para el remojo es de 2 horas por pulgada de espesor de la sección. El revenido simple se usa con frecuencia para el acero O1, pero el revenido doble puede emplearse cuando se requiere mayor estabilidad o alivio de tensiones. Si se utiliza el revenido doble, la herramienta debe enfriarse a temperatura ambiente entre ciclos.
Tabla de templado del acero para herramientas O1
La dureza O1 disminuye a medida que aumenta la temperatura de revenido. Los siguientes valores representan los niveles de dureza típicos esperados tras una austenización y un temple en aceite adecuados.
| Temperatura de templado °F | Temperatura de templado °C | Dureza esperada HRC |
|---|---|---|
| Como se apagó | Como se apagó | 64-65 HRC |
| 300°F | 149°C | Aproximadamente 63 HRC |
| 350°F | 177°C | Aproximadamente 62-63 HRC |
| 400°F | 204°C | Aproximadamente 62 HRC |
| 500°F | 260°C | Aproximadamente 60 HRC |
| 600°F | 316°C | Aproximadamente 57 HRC |
| 700°F | 371°C | Aproximadamente 53 HRC |
| 800 °F | 427°C | Aproximadamente 50 HRC |
| 900°F | 482°C | Aproximadamente 47 HRC |
Dureza del acero para herramientas O1 después del tratamiento térmico
El acero O1 suele alcanzar una dureza de aproximadamente 64-65 HRC inmediatamente después del temple en aceite. En este estado, el acero templado es demasiado frágil para su uso y debe ser revenido.
Tras el revenido, la dureza de trabajo típica es de aproximadamente 57-63 HRC. El valor final depende principalmente de la temperatura de revenido, el tamaño de la sección, el control de la austenización y la eficacia del temple.
| Condiciones de tratamiento térmico | Dureza típica |
|---|---|
| Tal como se enfría, antes del templado | 64-65 HRC |
| Templado a 300 °F / 149 °C | Aproximadamente 63 HRC |
| Templado a 350 °F / 177 °C | Aproximadamente 62-63 HRC |
| Templado a 500 °F / 260 °C | Aproximadamente 60 HRC |
| Templado a 600 °F / 316 °C | Aproximadamente 57 HRC |
El acero O1 se endurece bien en secciones pequeñas y moderadas. Las secciones muy grandes pueden no enfriarse lo suficientemente rápido en el núcleo, por lo que la dureza central puede ser menor que la dureza superficial.
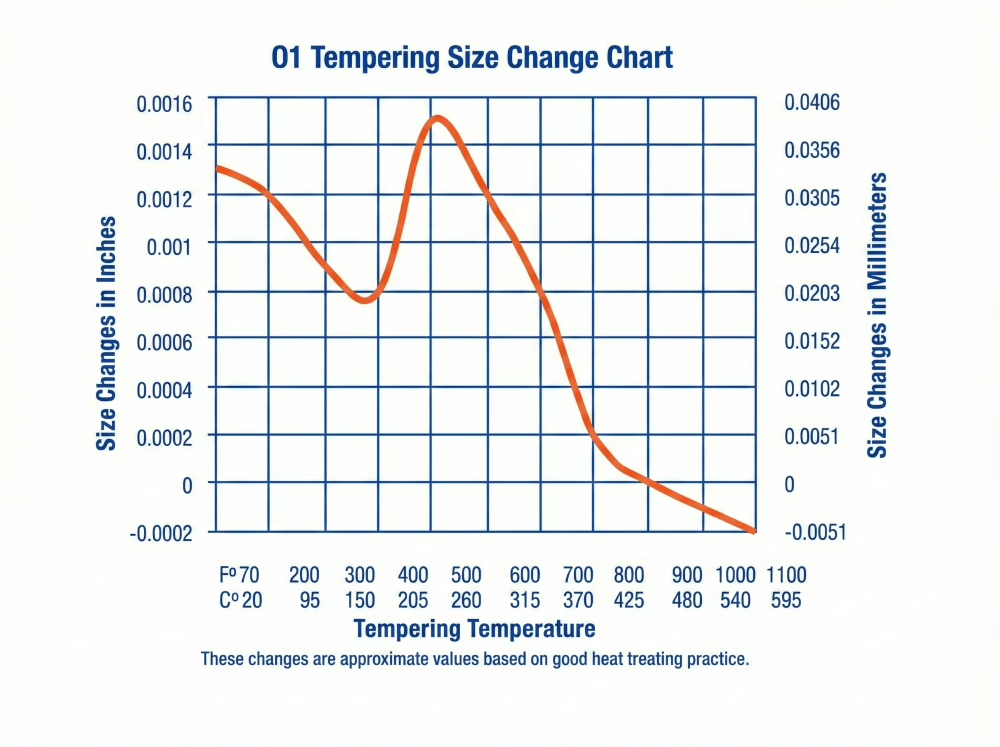
O1 Control del cambio de tamaño y la distorsión mediante tratamiento térmico
El acero para herramientas O1 cambia de tamaño durante el tratamiento térmico debido a que su microestructura se transforma de estado recocido a martensita durante el temple en aceite. Un valor de expansión práctico esperado es de aproximadamente 0,0015 pulg/pulg, o aproximadamente 0,15 mm en 100 mm.
Este valor debe utilizarse únicamente como referencia. El cambio dimensional real depende de la temperatura de austenización, el control del tiempo de mantenimiento a temperatura, la velocidad de enfriamiento, la agitación del aceite, el tamaño de la sección y la temperatura de revenido. Si el acero se sobrecalienta o se mantiene demasiado tiempo a la temperatura de endurecimiento, el cambio dimensional tras el enfriamiento y el revenido puede ser menos predecible.
La deformación durante el tratamiento térmico O1 se debe principalmente al calentamiento y enfriamiento desiguales, así como a la transformación martensítica no uniforme durante el temple en aceite. Dado que el O1 requiere un temple en líquido, es más sensible a las tensiones de temple que los grados de endurecimiento al aire, como el A2.
| Factor de tratamiento térmico | Resultado posible | Método de control |
|---|---|---|
| Calentamiento desigual antes de la austenización | Diferencia de temperatura entre la superficie y el núcleo. | Utilice un precalentamiento adecuado antes del endurecimiento. |
| Temperatura de austenización excesiva | Cambio dimensional menos predecible | Manténgase dentro del rango de endurecimiento recomendado. |
| Tiempo de remojo excesivo | Mayor inestabilidad dimensional | Remojar solo el tiempo suficiente para un calentamiento uniforme. |
| Refrigeración desigual del aceite | Deformación, flexión o variación local de la dureza | Utilice aceite de temple tibio y debidamente agitado. |
| Temperatura de templado inadecuada | Cambios de dureza y tamaño fuera del rango objetivo | Seleccione la temperatura de revenido según la dureza requerida. |
El objetivo no es eliminar por completo la variación dimensional, sino hacerla predecible. Para herramientas de precisión O1, se debe planificar el margen de mecanizado o rectificado final antes del tratamiento térmico.
Problemas comunes en el tratamiento térmico del acero para herramientas O1
La mayoría de los problemas relacionados con el tratamiento térmico O1 se deben a un control inadecuado de la temperatura, un enfriamiento deficiente en aceite, un revenido tardío, la descarburación o una geometría inadecuada de la pieza.
| Problema | Causa | Resultado | Prevención |
|---|---|---|---|
| Apaga el agrietamiento | Esquinas afiladas, alta tensión, templado retardado | Grietas durante o después del enfriamiento | Mejora el diseño, alivia el estrés, templa inmediatamente |
| Descarburación | Calentamiento en atmósfera oxidante | Superficie blanda después del endurecimiento | Utilice vacío, atmósfera protectora, baño de sal o protección de superficie. |
| Baja dureza | Calentamiento insuficiente, temple débil, sobrecalentamiento, austenita retenida | La herramienta no alcanza la dureza deseada. | Controlar la temperatura de austenización y las condiciones de temple. |
| Puntos blandos | Agitación deficiente del aceite, capa de vapor, incrustaciones superficiales | Dureza local no uniforme | Limpie la pieza y utilice aceite agitado. |
| Distorsión excesiva | Tensión de mecanizado, secciones irregulares, control deficiente del temple | Deformación o doblado | Alivio de tensiones, precalentamiento, mejora de la geometría de la herramienta |
| Templado excesivo | Templado a temperatura demasiado alta o quemaduras por molienda | pérdida de dureza | Controlar la temperatura de templado y molienda. |
| Templado insuficiente | Temperatura demasiado baja o remojo insuficiente | Fragilidad y agrietamiento prematuro | Templar inmediatamente y dejar en remojo el tiempo suficiente |
El agrietamiento por temple suele atribuirse al material, pero en muchos casos la causa real reside en la geometría de la herramienta, las tensiones de mecanizado, la severidad del temple o el revenido retardado. El acero O1 debe tratarse con precaución cuando la pieza presenta esquinas afiladas, nervaduras delgadas, agujeros ciegos o grandes diferencias de sección.
La descarburación también es importante porque una superficie con bajo contenido de carbono no puede endurecerse adecuadamente. Una capa superficial blanda reduce la resistencia al desgaste y puede provocar una transformación desigual entre la superficie y el núcleo.
Tratamiento térmico del acero para herramientas O1 para aplicaciones de herramientas de trabajo en frío.
El acero O1 se utiliza en herramientas para trabajo en frío cuando se requiere alta dureza, buena maquinabilidad antes del endurecimiento y un control dimensional razonable después del temple en aceite. Entre sus aplicaciones típicas se incluyen punzones, matrices de troquelado, matrices de conformado, matrices de recorte, calibres, casquillos, mandriles, brochas, machos de roscar, escariadores, matrices de roscado y fresas de corte.
Para estas herramientas, el tratamiento térmico generalmente se centra en tres puntos: lograr la máxima dureza durante el temple en aceite, el revenido para mantener la resistencia al desgaste y el control de la deformación para que la herramienta siga siendo utilizable después del endurecimiento.
| Requisitos de herramientas | Enfoque en el tratamiento térmico |
|---|---|
| retención de vanguardia | Utilice una temperatura de revenido más baja para mantener una alta dureza. |
| Perforación y troquelado | Equilibrar la dureza con la tenacidad para reducir el astillado. |
| Calibradores y herramientas de precisión | Controlar el cambio de tamaño y la distorsión |
| Herramientas de mecanizado pesado | Alivio del estrés antes del endurecimiento |
| Geometría compleja de la herramienta | Reduzca la concentración de tensiones y el riesgo de agrietamiento por temple. |
El grado O1 no es ideal para todas las herramientas de trabajo en frío. Para series de producción muy largas o desgaste abrasivo severo, el grado D2 puede ofrecer una mayor resistencia al desgaste. Para herramientas complejas que requieren mayor estabilidad dimensional durante el endurecimiento, el grado A2 puede ser más seguro. En herramientas expuestas a temperaturas de servicio elevadas, el grado O1 puede perder dureza debido a su limitada resistencia al ablandamiento.
Aobo Steel no ofrece servicio de tratamiento térmico final. Esta guía se proporciona como referencia técnica para los clientes que compran acero para herramientas O1 y necesitan comprender el endurecimiento, el temple en aceite, el revenido, el control de la dureza y los cambios dimensionales.
¿Necesita acero para herramientas O1 para herramientas de trabajo en frío?
Aobo Steel suministra barras redondas y planas de acero para herramientas O1 / 1.2510 / SKS3 en estado recocido para pedidos industriales a granel. Indique el tamaño, la cantidad, la tolerancia y la aplicación que necesita.