
Guía de tratamiento térmico del acero para herramientas D2
Acero para herramientas D2 Generalmente, el tratamiento térmico consiste en un precalentamiento a 649-677 °C (1200-1250 °F), austenización a 980-1025 °C (1795-1875 °F), enfriamiento rápido con aire, gas, aceite o baño de sales, según el tamaño de la sección, y doble revenido a 480-515 °C (900-960 °F). En muchas aplicaciones de herramientas para trabajo en frío, este proceso produce una dureza de aproximadamente 58-60 HRC, a la vez que mejora la estabilidad dimensional y reduce el riesgo de austenita retenida, agrietamiento y distorsión.
Debido a que el acero D2 es un acero para herramientas de alto contenido de carbono y cromo, endurecible al aire, el tratamiento térmico debe controlarse en cuanto a temperatura, tiempo de remojo, tamaño de sección, método de temple y estrategia de revenido. No siempre es posible utilizar un punzón pequeño, un bloque de matriz grande y un calibre de precisión en el mismo proceso. Esta guía explica la secuencia práctica del tratamiento térmico del acero D2, incluyendo el precalentamiento, la austenización, el temple, el tratamiento criogénico opcional, el revenido, la selección de la dureza, el riesgo asociado al tamaño de sección y las fallas comunes del tratamiento térmico.
Tabla de parámetros rápidos del tratamiento térmico D2
| Paso | Rango recomendado | Propósito |
|---|---|---|
| Precalentamiento | 1200–1250 °F / 649–677 °C | Reduzca el riesgo de choque térmico y agrietamiento. |
| Austenitización | 1795–1875 °F / 980–1025 °C | Formar austenita y disolver los carburos de aleación. |
| Enfriamiento | Baño de aire, gas, aceite o sal, según el tamaño de la sección. | Endurezca el acero con distorsión controlada. |
| Tratamiento criogénico opcional | Hasta -196 °C | Reducir la austenita retenida y mejorar la estabilidad dimensional. |
| Templado | 900–960 °F / 480–515 °C, doble templado | Mejora la estabilidad y alcanza aproximadamente 58–60 HRC. |
Cómo realizar el tratamiento térmico del D2 – Paso a paso
El tratamiento térmico D2 consta de cinco etapas principales: precalentamiento, austenización, temple, tratamiento criogénico opcional y revenido. Cada etapa afecta la dureza final, la deformación dimensional, la austenita retenida y el riesgo de agrietamiento.
Los parámetros que se indican a continuación son rangos de referencia prácticos. Los ajustes finales del tratamiento térmico deben adaptarse a la capacidad del horno, el espesor de la sección, la geometría de la pieza y la dureza de trabajo requerida.
Paso 1: Precalentamiento del acero para herramientas D2
El precalentamiento reduce el choque térmico cuando el material D2 se calienta a la temperatura de endurecimiento. Esto es importante porque el D2 tiene una conductividad térmica relativamente baja. Si la superficie se calienta mucho más rápido que el núcleo, las tensiones internas pueden provocar deformaciones o grietas.
La temperatura típica de precalentamiento es de 649–677 °C (1200–1250 °F). La pieza debe mantenerse en esa posición hasta que la sección transversal alcance una temperatura uniforme. Las secciones gruesas requieren un tiempo de ecualización mayor que las piezas delgadas.
El D2 debe calentarse en un horno de vacío, un horno de atmósfera controlada, un baño de sales neutras o bajo una lámina de acero inoxidable. Sin protección superficial, la oxidación y la descarburación pueden reducir la dureza superficial y la resistencia al desgaste tras el endurecimiento.
Paso 2: Austenización y endurecimiento del acero D2
Tras el precalentamiento, el acero D2 se eleva a la temperatura de austenización. El rango típico es de 1795–1875 °F / 980–1025 °C, utilizándose a menudo 1850 °F / 1010 °C como referencia práctica.
El tiempo de remojo debe comenzar solo después de que toda la sección alcance la temperatura objetivo. Un valor de referencia común es de 45 a 60 minutos por pulgada de espesor, ajustado según la carga del horno, la sección transversal y la geometría de la herramienta.
Una temperatura demasiado baja o un tiempo de remojo demasiado corto pueden provocar que los carburos no se disuelvan lo suficiente, reduciendo la dureza y la resistencia al desgaste. Una temperatura demasiado alta o un tiempo de remojo demasiado prolongado pueden aumentar la austenita retenida, el engrosamiento del grano, la fragilidad y el riesgo de agrietamiento.
Para obtener información detallada sobre la selección de temperaturas, incluyendo cómo 980 °C, 1010 °C y 1025 °C afectan la disolución de carburos, la austenita retenida y la dureza, consulte la Temperatura de austenización D2 guía.
Paso 3: Templado del acero para herramientas D2
El acero D2 es un acero para herramientas de endurecimiento al aire. A menudo se prefiere el enfriamiento controlado por aire o el temple en gas, ya que reduce la deformación en comparación con el temple en líquido severo.
Para secciones de mayor tamaño o geometrías especiales, se puede utilizar el enfriamiento en baño de sales o en aceite. Estos métodos pueden aumentar la velocidad de enfriamiento, pero también incrementan la tensión térmica y el riesgo de agrietamiento. El método de enfriamiento debe seleccionarse en función del tamaño de la sección y la dureza requerida, no por costumbre.
Tras el temple, la herramienta debe enfriarse normalmente hasta alcanzar una temperatura de entre 50 y 66 °C (120-150 °F) antes del revenido. En esta etapa, el acero es duro pero está sometido a una alta tensión. El revenido debe comenzar inmediatamente.
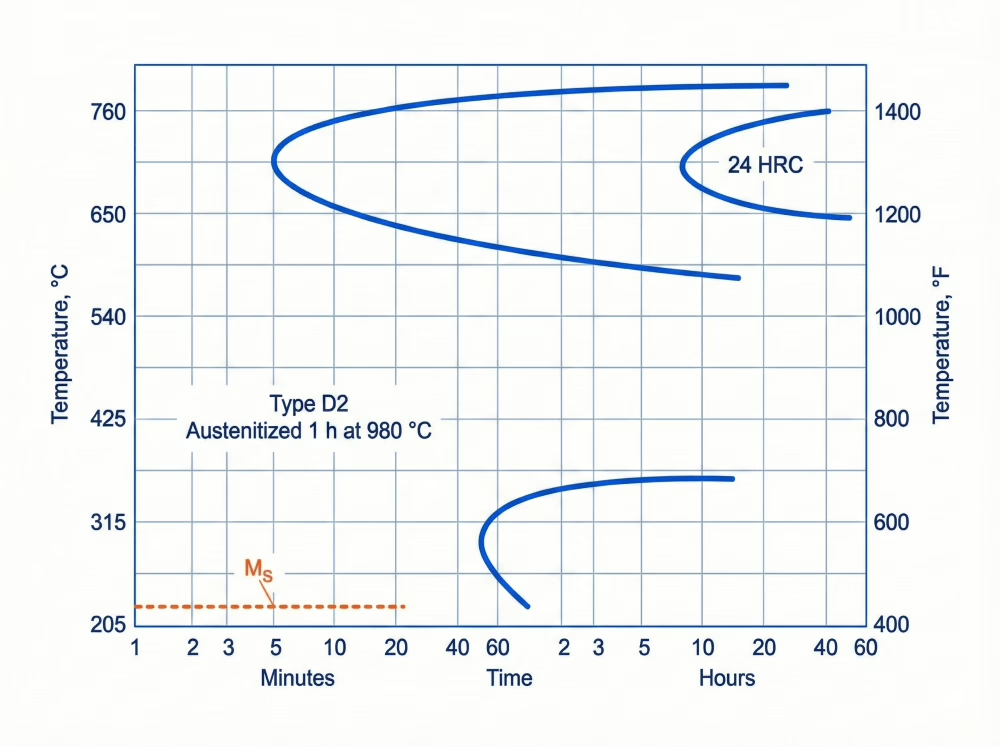
Fuente: Aceros para herramientas, George Adam Roberts, George Krauss, Richard Kennedy, pág. 206, fig. 12-3.
Paso 4: Tratamiento criogénico opcional para el acero para herramientas D2
El tratamiento criogénico es opcional. Se utiliza principalmente cuando la estabilidad dimensional, el control de la austenita retenida y la uniformidad del desgaste son cruciales. Es más relevante para matrices de precisión, punzones, calibres, herramientas de corte y herramientas de alto desgaste que para piezas de uso general.
El tratamiento criogénico profundo puede enfriar el acero D2 hasta aproximadamente -196 °C. El acero D2 endurecido no debe someterse a un enfriamiento repentino e incontrolado, ya que los cambios bruscos de temperatura pueden aumentar el riesgo de agrietamiento.
El tratamiento criogénico puede realizarse después del temple y antes del revenido, o entre ciclos de revenido, según el método de tratamiento térmico empleado. Si se realiza después del temple, el revenido debe efectuarse una vez que la pieza haya alcanzado la temperatura ambiente. La martensita recién formada está sometida a altas tensiones y debe ser revenida.
Paso 5: Templado del acero para herramientas D2
Tras el endurecimiento D2, es necesario realizar un revenido. El acero D2 templado es duro pero frágil. El revenido reduce las tensiones internas, mejora la tenacidad, estabiliza la microestructura y ayuda a controlar la austenita retenida.
El doble revenido se recomienda normalmente para el acero D2. El triple revenido puede utilizarse para herramientas críticas o cuando el control de la austenita retenida es especialmente importante. La pieza debe enfriarse a temperatura ambiente entre cada ciclo de revenido.
| Estrategia de templado | Temperatura típica | Resultado esperado | Mejor utilizado cuando |
|---|---|---|---|
| Templado a baja temperatura | Alrededor de 400 °F / 205 °C | Aproximadamente 60–62 HRC | La dureza máxima es más importante que la estabilidad dimensional. |
| Doble templado a alta temperatura | 900–960 °F / 480–515 °C | Aproximadamente 58–60 HRC | La estabilidad dimensional, el alivio de tensiones y el control de la austenita retenida son importantes. |
Para la mayoría de las herramientas industriales de acero D2, el doble templado a alta temperatura (900–960 °F / 480–515 °C) proporciona un equilibrio más seguro entre dureza, resistencia al desgaste, estabilidad y resistencia al agrietamiento.
Tabla de temperatura y dureza de revenido D2
La dureza final depende de la temperatura de austenización, el método de temple, la temperatura de revenido, el número de ciclos de revenido, el tamaño de la sección y si se utiliza o no un tratamiento criogénico.
| Temperatura de revenido | Condición típica | Dureza esperada |
|---|---|---|
| Como se apagó | Endurecimiento estándar | Aproximadamente 64 HRC |
| 300 °F / 150 °C | Temperatura baja | Aproximadamente 62 HRC |
| 400 °F / 205 °C | Temperatura baja | Aproximadamente 61 HRC |
| 500 °F / 260 °C | Templado | Aproximadamente 60 HRC |
| 600 °F / 315 °C | Templado | Aproximadamente 59 HRC |
| 700 °F / 370 °C | Templado | Aproximadamente 58 HRC |
| 800 °F / 425 °C | Templado | Aproximadamente 58 HRC |
| 900 °F / 480 °C | Temperatura elevada | Aproximadamente 58 HRC |
| 960 °F / 515 °C | Temperatura elevada | Aproximadamente 58–60 HRC dependiendo de la práctica |
| 1000 °F / 540 °C | Temperatura elevada | Aproximadamente 55 HRC |
Esta tabla es solo una referencia, no un resultado garantizado. La dureza real depende del control del horno, la velocidad de enfriamiento, el espesor de la sección y el estado original del material.
Estrategias clave de templado para el acero para herramientas D2
La temperatura de revenido debe seleccionarse según el riesgo de fallo de la herramienta. Si el riesgo principal es el desgaste abrasivo y la herramienta soporta cargas de impacto limitadas, se puede utilizar un revenido a baja temperatura para mantener una mayor dureza. Si los riesgos principales son el agrietamiento, la variación dimensional, la retención de austenita o un rendimiento de producción inconsistente, el doble revenido a alta temperatura suele ser más seguro.
El revenido a baja temperatura, alrededor de 205 °C (400 °F), puede producir una dureza de entre 60 y 62 HRC. Esto resulta útil cuando se requiere máxima dureza y resistencia a la abrasión. La limitación radica en que el control de la austenita retenida y la estabilidad dimensional pueden ser menores que con el doble revenido a alta temperatura.
El doble revenido a alta temperatura (480-515 °C) suele dar como resultado una dureza de 58-60 HRC. Si bien la dureza puede ser menor, la herramienta suele obtener un mejor alivio de tensiones, mayor estabilidad y fiabilidad. Para muchos troqueles, punzones, fresas y herramientas de precisión para trabajo en frío, este rango de dureza de trabajo resulta más práctico que buscar la máxima dureza posible (HRC).
Si la herramienta D2 se someterá posteriormente a nitruración, recubrimiento PVD u otro tratamiento superficial a alta temperatura, la temperatura de revenido debe seleccionarse teniendo en cuenta la temperatura del recubrimiento. El acero del núcleo debe revenirse normalmente por encima de la temperatura del recubrimiento posterior para evitar una pérdida inesperada de dureza.
Dureza objetivo para diferentes aplicaciones de herramientas D2
La dureza de trabajo práctica del acero para herramientas D2 se suele seleccionar entre 56 HRC y 62 HRC. Una mayor dureza puede mejorar la resistencia al desgaste, pero también aumenta el riesgo de astillamiento y agrietamiento.
| Aplicación | Dureza típica del objetivo | Lógica de selección |
|---|---|---|
| Matrices de corte de tiradas largas | 58–62 HRC | Equilibrio entre el desgaste de los bordes y el riesgo de agrietamiento |
| Punzones de borrado | 58–62 HRC | Mantener la resistencia al desgaste a la vez que se reduce el riesgo de rotura. |
| Troqueles de conformado y doblado | 58–60 HRC | Mejora la resistencia y reduce el astillado. |
| Cortadoras longitudinales y cuchillas de corte | 58–61 HRC | Mantener la retención del filo bajo corte abrasivo |
| Herramientas de extrusión en frío | 58–62 HRC | Equilibrio entre resistencia a la compresión, tenacidad y desgaste. |
| Calibres y herramientas de medición | 58–60 HRC | Priorizar la estabilidad dimensional y la resistencia al desgaste. |
| Peines de laminado de roscas | 58–60 HRC | Mantener la resistencia al desgaste de la superficie y la resistencia a la compresión. |
| Insertos de molde de plástico abrasivo pequeño | 58–60 HRC | Utilizar cuando se requiera resistencia a la abrasión. |
Para herramientas sensibles a los impactos, la máxima dureza no siempre es la mejor opción. Una dureza ligeramente inferior, con mayor tenacidad y estabilidad, puede proporcionar una vida útil más prolongada que una dureza superior, que conlleva el riesgo de agrietamiento.
Tamaño de la sección y riesgo del tratamiento térmico
El tamaño de la sección influye notablemente en el tratamiento térmico D2. Las secciones gruesas se calientan y enfrían más lentamente que las delgadas. Las esquinas afiladas, los agujeros ciegos y los cambios bruscos de espesor aumentan la distorsión y el riesgo de agrietamiento.
Las herramientas grandes de acero D2 deben calentarse de forma lenta y uniforme. Si la superficie alcanza la temperatura de endurecimiento mientras el núcleo permanece mucho más frío, pueden generarse tensiones internas severas. Por ello, el precalentamiento es especialmente importante para bloques grandes y herramientas complejas.
Durante el temple, las secciones delgadas se enfrían y transforman más rápido que las secciones gruesas. Esta transformación desigual puede generar tensiones internas cerca de las esquinas afiladas y cambios bruscos en la sección. Un buen diseño de la herramienta debe minimizar las esquinas internas afiladas y evitar variaciones innecesarias en el espesor.
Para secciones muy grandes, el enfriamiento por aire puede no enfriar el núcleo lo suficientemente rápido como para alcanzar la dureza requerida. Puede ser necesario un enfriamiento más intenso, pero un temple más fuerte también aumenta el riesgo de agrietamiento. Por lo tanto, las herramientas grandes de acero D2 requieren ajustes en el proceso en lugar de un único programa de tratamiento térmico fijo.
El tiempo de revenido también depende del tamaño de la sección. Como referencia habitual, se recomienda un mínimo de 2 horas por pulgada (25 mm) de espesor, con enfriamiento a temperatura ambiente entre cada ciclo de revenido.
Problemas comunes del tratamiento térmico del D2
1. Sobrecalentamiento
El sobrecalentamiento se produce cuando el acero D2 se austeniza por encima del rango recomendado o se mantiene a temperatura constante durante demasiado tiempo. Esto puede provocar un engrosamiento del grano, una retención excesiva de austenita, fragilidad, baja dureza y un mayor riesgo de agrietamiento.
La solución consiste en controlar la temperatura de austenización y el tiempo de remojo en función del tamaño de la sección.
2. Calentamiento insuficiente
El calentamiento insuficiente se produce cuando la temperatura de austenización es demasiado baja o el tiempo de mantenimiento es demasiado corto. Es posible que los carburos de la aleación no se disuelvan por completo y que el acero no alcance la dureza esperada tras el temple.
Esto suele manifestarse como baja dureza, escasa resistencia al desgaste y un rendimiento deficiente en servicio.
3. Descarburación superficial
Si el acero D2 se calienta sin protección, la superficie puede perder carbono durante la austenización. Una superficie descarburizada puede permanecer blanda después del endurecimiento, lo que reduce la resistencia al desgaste y aumenta el riesgo de deformación.
El tratamiento térmico al vacío, el tratamiento térmico en atmósfera controlada, el baño de sales neutras o el recubrimiento con papel de aluminio inoxidable pueden reducir este problema.
4. Templado retardado
El acero D2 debe templarse inmediatamente después del enfriamiento, cuando haya alcanzado una temperatura aproximada de 50–66 °C (120–150 °F). El acero D2 recién templado contiene martensita sometida a altas tensiones y puede agrietarse si se retrasa el templado.
Dejar el acero D2 endurecido sin templar durante la noche es arriesgado, especialmente para herramientas complejas y secciones gruesas.
5. Temperatura de templado inadecuada
El acero D2 se puede templar a bajas temperaturas para obtener una alta dureza o a temperaturas más altas para una mayor estabilidad. La temperatura de templado debe coincidir con la aplicación.
Para muchas herramientas industriales, el doble templado a 900–960 °F (480–515 °C) es más fiable que un único templado a baja temperatura.
6. Agrietamiento por temple inducido por el diseño
Algunas herramientas D2 se agrietan debido a su geometría, más que a la calidad del acero. Las esquinas internas afiladas, las marcas profundas, los agujeros ciegos, las paredes delgadas adyacentes a secciones gruesas y los cambios bruscos en la sección transversal aumentan el riesgo de agrietamiento.
Siempre que sea posible, se deben redondear las esquinas afiladas, reducir los cambios de sección y diseñar herramientas complejas teniendo en cuenta el tratamiento térmico.
7. Daños por rectificado después del tratamiento térmico
El acero D2 tiene una alta resistencia al desgaste, por lo que un rectificado agresivo puede generar calor localizado. Esto puede ablandar la superficie, provocar quemaduras por rectificado o crear grietas superficiales poco profundas.
Tras el endurecimiento, el acero D2 debe rectificarse con pasadas ligeras, refrigerante adecuado y eliminación controlada de material. Para herramientas críticas, se puede considerar un tratamiento térmico de alivio de tensiones a baja temperatura tras un rectificado intenso.
Aobo Steel suministra acero para herramientas D2 / 1.2379 / SKD11 en estado recocido y no ofrece servicios de tratamiento térmico final como endurecimiento, temple, tratamiento criogénico o revenido.
Los parámetros de tratamiento térmico, los datos de dureza y las recomendaciones de proceso que se incluyen en esta guía se proporcionan como referencias generales de asistencia técnica para nuestros clientes. Los resultados reales del tratamiento térmico pueden variar según la capacidad del horno, el tamaño de la sección, la geometría de la herramienta, el estado del material, la práctica de temple y el control del proceso. Los procedimientos finales de tratamiento térmico y su validación deben ser realizados por las instalaciones de tratamiento térmico del cliente, de acuerdo con la aplicación específica de la herramienta y los requisitos de producción.
¿Necesita acero para herramientas D2 recocido para proyectos de tratamiento térmico?
Aobo Steel suministra barras y chapas redondas D2 / 1.2379 / SKD11 con certificados de fábrica e inspección dimensional antes del envío.
Preguntas frecuentes
El acero para herramientas D2 normalmente se somete a un tratamiento térmico mediante precalentamiento, austenización, temple y revenido. Un proceso típico es el precalentamiento a 1200–1250 °F / 649–677 °C, austenizándose en 1795–1875 °F / 980–1025 °C, temple por aire, gas, aceite o baño de sal dependiendo del tamaño de la sección, y luego doble revenido a 900–960 °F / 480–515 °C. Se puede añadir un tratamiento criogénico cuando la estabilidad dimensional y el control de la austenita retenida sean factores críticos.
El acero para herramientas D2 puede alcanzar aproximadamente 64 HRC en estado templado. Después del revenido, la dureza de trabajo final depende de la temperatura de revenido. Un revenido a baja temperatura alrededor de 400 °F / 205 °C puede producir aproximadamente 61 HRC, mientras que el doble templado a alta temperatura alrededor 900–960 °F / 480–515 °C comúnmente da sobre 58–60 HRC con mejor estabilidad dimensional.
El acero D2 es un acero para herramientas de endurecimiento al aire, por lo que se suele preferir el enfriamiento controlado al aire o el temple en gas para reducir el riesgo de deformación y agrietamiento. El temple en aceite puede utilizarse en secciones más grandes o en casos especiales, pero aumenta el choque térmico. El método de temple debe seleccionarse en función del tamaño de la sección, la geometría de la herramienta y la dureza requerida.
El tratamiento criogénico no siempre es necesario para el acero para herramientas D2. Se utiliza principalmente cuando la herramienta requiere mayor estabilidad dimensional, menor retención de austenita y un comportamiento al desgaste más uniforme. Las matrices de precisión, los calibres, los punzones, las herramientas de corte y las herramientas sometidas a un alto desgaste pueden beneficiarse del tratamiento criogénico. Las herramientas de uso general pueden funcionar bien con un doble revenido adecuado.
El acero D2 debe templarse inmediatamente después del enfriamiento, cuando la pieza se enfría aproximadamente 120–150 °F (50–66 °C). El acero D2 recién templado contiene martensita sometida a altas tensiones y puede agrietarse si se retrasa el revenido. Dejar el acero D2 endurecido sin revenir durante la noche es arriesgado, especialmente para herramientas complejas o secciones gruesas.
Se recomienda el doble revenido, ya que el acero D2 contiene un alto contenido de aleación y puede retener austenita tras el temple. El primer revenido reduce las tensiones y comienza a estabilizar la estructura. El enfriamiento a temperatura ambiente permite una transformación adicional, y el segundo revenido ayuda a estabilizar la martensita recién formada. Esto mejora la estabilidad dimensional y reduce el riesgo de agrietamiento.
No existe una única temperatura de revenido óptima para todas las herramientas D2. Si se requiere la máxima dureza, el D2 puede ser revenido alrededor de 400 °F / 205 °C. Si la estabilidad dimensional, el control de la austenita retenida y la fiabilidad del servicio son más importantes, el doble revenido a alta temperatura en 900–960 °F (480–515 °C) A menudo se prefiere.
El acero D2 puede agrietarse durante el tratamiento térmico debido a una velocidad de calentamiento excesiva, un precalentamiento insuficiente, esquinas afiladas, un espesor de sección irregular, un enfriamiento brusco, un revenido tardío o un diseño inadecuado de la pieza. El acero D2 tiene una alta dureza y un alto contenido de aleación, por lo que las tensiones del tratamiento térmico deben controlarse cuidadosamente.
La baja dureza puede deberse a una temperatura de austenización insuficiente, un tiempo de remojo corto, un enfriamiento lento en secciones grandes, descarburación superficial o un revenido inadecuado. Toda la sección transversal debe alcanzar la temperatura de austenización correcta, y el proceso de temple y revenido debe ajustarse al tamaño de la sección.
Sí. El tamaño de la sección influye considerablemente en el calentamiento, el remojo, el temple y el revenido. Las secciones gruesas se calientan y enfrían más lentamente que las delgadas. Las piezas grandes de acero D2 pueden requerir un tiempo de ecualización más prolongado y una selección cuidadosa del temple. Los cambios bruscos de sección, las esquinas afiladas y los agujeros ciegos también aumentan el riesgo de deformación y agrietamiento.
Sí, el acero D2 se mecaniza comúnmente en estado recocido y posteriormente se somete a tratamiento térmico. Sin embargo, un mecanizado intenso puede generar tensiones, por lo que se recomienda aliviar dichas tensiones antes del endurecimiento en piezas grandes o complejas. El rectificado final debe controlarse cuidadosamente después del endurecimiento para evitar quemaduras o grietas superficiales.
No. Suministros de Aobo Steel Acero para herramientas D2 / 1.2379 / SKD11 En estado recocido, principalmente en forma de barras redondas y planas para pedidos industriales a granel. El endurecimiento final, el temple, el tratamiento criogénico y el revenido deben ser realizados por la planta de tratamiento térmico local del cliente.