
D2 Tool Steel Heat Treatment Guide
D2 tool steel is usually heat-treated by preheating to 1200–1250°F / 649–677°C, austenitizing at 1795–1875°F / 980–1025°C, quenching by air, gas, oil, or salt bath, depending on section size, and double tempering at 900–960°F / 480–515°C. In many cold-work tooling applications, this process produces a hardness of about 58–60 HRC while improving dimensional stability and reducing the risk of retained austenite, cracking, and distortion.
Because D2 is a high-carbon, high-chromium, air-hardening tool steel, heat treatment must be controlled with respect to temperature, soaking time, section size, quenching method, and tempering strategy. A small punch, a large die block, and a precision gauge cannot always be used with the same process. This guide explains the practical D2 heat treatment sequence, including preheating, austenitizing, quenching, optional cryogenic treatment, tempering, hardness selection, section-size risk, and common heat-treatment failures.
D2 Heat Treatment Quick Parameter Table
| Step | Recommended Range | Purpose |
|---|---|---|
| Preheating | 1200–1250°F / 649–677°C | Reduce thermal shock and cracking risk |
| Austenitizing | 1795–1875°F / 980–1025°C | Form austenite and dissolve alloy carbides |
| Quenching | Air, gas, oil, or salt bath depending on section size | Harden the steel with controlled distortion |
| Optional Cryogenic Treatment | Down to -196°C | Reduce retained austenite and improve dimensional stability |
| Tempering | 900–960°F / 480–515°C, double tempering | Improve stability and reach about 58–60 HRC |
How to Heat Treat D2 – Step by Step
D2 heat treatment includes five main stages: preheating, austenitizing, quenching, optional cryogenic treatment, and tempering. Each stage affects final hardness, dimensional change, retained austenite, and cracking risk.
The parameters below are practical reference ranges. Final heat-treatment settings should be adjusted according to furnace capability, section thickness, part geometry, and the required working hardness.
Step 1: Preheating D2 Tool Steel
Preheating reduces thermal shock when D2 is heated to the hardening temperature. This is important because D2 has relatively low thermal conductivity. If the surface heats much faster than the core, internal stress can cause distortion or cracking.
The typical preheating temperature is 1200–1250°F (649–677 °C). The part should be held until the cross-section is uniformly heated. Heavy sections require longer equalizing time than thin parts.
D2 should be heated in a vacuum furnace, a controlled-atmosphere furnace, a neutral salt bath, or under stainless steel foil. Without surface protection, oxidation and decarburization can reduce surface hardness and wear resistance after hardening.
Step 2: Austenitizing and Hardening D2 Steel
After preheating, D2 is raised to the austenitizing temperature. The typical range is 1795–1875°F / 980–1025°C, with 1850°F / 1010°C often used as a practical reference.
Soaking time should begin only after the entire section reaches the target temperature. A common reference is 45–60 minutes per inch of thickness, adjusted by furnace loading, cross-section, and tool geometry.
Too low a temperature or too short a soak can leave carbides insufficiently dissolved, reducing hardness and wear resistance. Too high a temperature or too long a soak can increase retained austenite, grain coarsening, brittleness, and the risk of cracking.
For temperature selection in detail, including how 980°C, 1010°C, and 1025°C affect carbide dissolution, retained austenite, and hardness, see the D2 austenitizing temperature guide.
Step 3: Quenching D2 Tool Steel
D2 is an air-hardening tool steel. Controlled air cooling or gas quenching is often preferred because it reduces distortion compared with severe liquid quenching.
For larger sections or special geometries, salt bath or oil quenching may be used. These methods can increase cooling speed, but they also increase thermal stress and the risk of cracking. The quenching method should be selected based on section size and required hardness, not on routine habit.
After quenching, the tool should normally cool to about 120–150°F (50–66°C) before tempering. At this stage, the steel is hard but under high stress. Tempering should begin immediately.
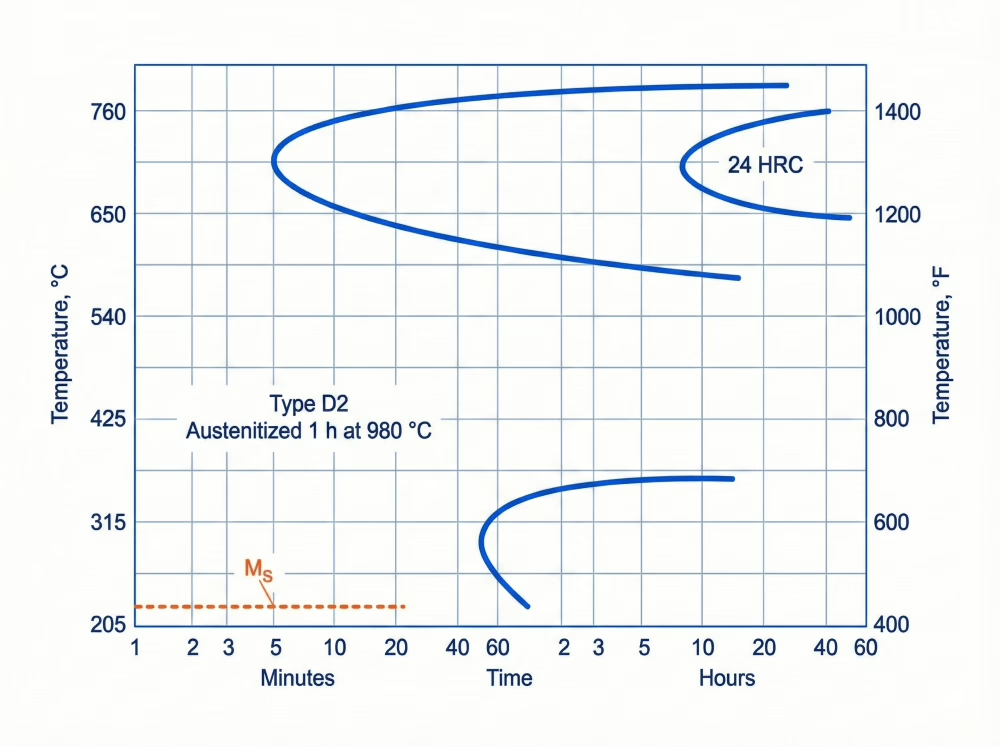
Source: Tool Steels, George Adam Roberts, George Krauss, Richard Kennedy, p. 206, Fig. 12-3.
Step 4: Optional Cryogenic Treatment for D2 Tool Steel
Cryogenic treatment is optional. It is primarily used when dimensional stability, control of retained austenite, and wear consistency are critical. It is more relevant for precision dies, punches, gauges, slitting tools, and high-wear tooling than for general-purpose parts.
Deep cryogenic treatment may cool D2 down to approximately -196°C. Hardened D2 should not be shocked by sudden, uncontrolled cooling, as rapid temperature changes can increase the risk of cracking.
Cryogenic treatment may be performed after quenching and before tempering, or between tempering cycles, depending on the heat-treatment practice. If it is performed after quenching, tempering must follow once the part has returned to room temperature. Newly transformed martensite is highly stressed and must be tempered.
Step 5: Tempering D2 Tool Steel
Tempering is required after D2 hardening. As-quenched D2 is hard but brittle. Tempering reduces internal stress, improves toughness, stabilizes the microstructure, and helps control retained austenite.
Double tempering is normally recommended for D2. Triple tempering may be used for critical tools or when control of retained austenite is especially important. The part should cool back to room temperature between tempering cycles.
| Tempering Strategy | Typical Temperature | Expected Result | Best Used When |
|---|---|---|---|
| Low-temperature tempering | Around 400°F / 205°C | About 60–62 HRC | Maximum hardness is more important than dimensional stability |
| High-temperature double tempering | 900–960°F / 480–515°C | About 58–60 HRC | Dimensional stability, stress relief, and retained austenite control are important |
For most industrial D2 tools, high-temperature double tempering at 900–960°F / 480–515°C gives a safer balance between hardness, wear resistance, stability, and cracking resistance.
D2 Tempering Temperature and Hardness Chart
Final hardness depends on austenitizing temperature, quenching method, tempering temperature, number of tempering cycles, section size, and whether cryogenic treatment is used.
| Tempering Temperature | Typical Condition | Expected Hardness |
|---|---|---|
| As quenched | Standard hardening | About 64 HRC |
| 300°F / 150°C | Low-temperature temper | About 62 HRC |
| 400°F / 205°C | Low-temperature temper | About 61 HRC |
| 500°F / 260°C | Tempered | About 60 HRC |
| 600°F / 315°C | Tempered | About 59 HRC |
| 700°F / 370°C | Tempered | About 58 HRC |
| 800°F / 425°C | Tempered | About 58 HRC |
| 900°F / 480°C | High-temperature temper | About 58 HRC |
| 960°F / 515°C | High-temperature temper | About 58–60 HRC depending on practice |
| 1000°F / 540°C | High-temperature temper | About 55 HRC |
This chart is a reference, not a guaranteed result. Actual hardness depends on furnace control, cooling rate, section thickness, and original material condition.
Key Tempering Strategies for D2 Tool Steel
The tempering temperature should be selected according to the tool’s failure risk. If the main risk is abrasive wear and the tool has limited impact loading, low-temperature tempering can be used to maintain higher hardness. If the main risks are cracking, size change, retained austenite, or inconsistent production performance, high-temperature double tempering is usually safer.
Low-temperature tempering at around 400°F (205°C) can produce about 60–62 HRC. This is useful when maximum hardness and abrasion resistance are required. The limitation is that control of retained austenite and dimensional stability may be weaker than with high-temperature double tempering.
High-temperature double tempering at 900–960°F (480–515°C) typically yields a hardness of 58–60 HRC. Although hardness may be lower, the tool often gains better stress relief, stability, and service reliability. For many dies, punches, cutters, and precision cold-work tools, this working hardness range is more practical than chasing the highest possible HRC.
If the D2 tool will later receive nitriding, PVD coating, or another high-temperature surface treatment, the tempering temperature should be selected with the coating temperature in mind. The core steel should normally be tempered above the later coating temperature to avoid unexpected loss of hardness.
Target Hardness for Different D2 Tooling Applications
The practical working hardness of D2 tool steel is commonly selected between 56 HRC and 62 HRC. Higher hardness can improve wear resistance but also increase the risk of chipping and cracking.
| Application | Typical Target Hardness | Selection Logic |
|---|---|---|
| Long-run blanking dies | 58–62 HRC | Balance edge wear and cracking risk |
| Blanking punches | 58–62 HRC | Maintain wear resistance while reducing breakage risk |
| Forming and bending dies | 58–60 HRC | Improve toughness and reduce chipping |
| Slitting cutters and shear blades | 58–61 HRC | Maintain edge retention under abrasive cutting |
| Cold extrusion tooling | 58–62 HRC | Balance compressive strength, toughness, and wear |
| Gauges and measuring tools | 58–60 HRC | Prioritize dimensional stability and wear resistance |
| Thread rolling dies | 58–60 HRC | Maintain surface wear resistance and compressive strength |
| Small abrasive plastic mold inserts | 58–60 HRC | Use when abrasion resistance is required |
For impact-sensitive tools, maximum hardness is not always the best choice. Slightly lower hardness, with better toughness and stability, can yield a longer service life than higher hardness, which carries a risk of cracking.
Section Size and Heat Treatment Risk
Section size strongly affects D2 heat treatment. Thick sections heat and cool more slowly than thin sections. Sharp corners, blind holes, and sudden changes in thickness increase distortion and the risk of cracking.
Large D2 tools must be heated slowly and uniformly. If the surface reaches the hardening temperature while the core remains much cooler, internal stress can become severe. This is why preheating is especially important for large blocks and complex tools.
During quenching, thin sections cool and transform faster than thick sections. This uneven transformation can create internal stress near sharp corners and sudden changes in section. Good tool design should minimize sharp internal corners and avoid unnecessary variations in thickness.
For very large sections, air cooling may not cool the core fast enough to reach the required hardness. More aggressive cooling may be needed, but stronger quenching also increases the risk of cracking. Large D2 tools, therefore, require process adjustments rather than a single fixed heat-treatment schedule.
Tempering time also depends on section size. A common reference is at least 2 hours per inch (25 mm) of thickness, with cooling to room temperature between tempering cycles.
Common D2 Heat Treatment Problems
1. Overheating
Overheating happens when D2 is austenitized above the recommended range or soaked too long. It can cause grain coarsening, excessive retained austenite, brittleness, low hardness, and an increased risk of cracking.
The solution is to control the austenitizing temperature and soaking time based on section size.
2. Underheating
Underheating happens when the austenitizing temperature is too low or the soaking time is too short. The alloy carbides may not fully dissolve, and the steel may fail to achieve the expected hardness after quenching.
This usually appears as low hardness, weak wear resistance, and poor service performance.
3. Surface Decarburization
If D2 is heated without protection, the surface can lose carbon during austenitizing. A decarburized surface may remain soft after hardening, reducing wear resistance and increasing the risk of distortion.
Vacuum heat treatment, controlled-atmosphere heat treatment, neutral salt bath, or stainless-foil wrapping can reduce this problem.
4. Delayed Tempering
D2 should be tempered immediately after quenching, when it has cooled to approximately 120–150°F (50–66°C). Freshly quenched D2 contains highly stressed martensite and can crack if tempering is delayed.
Leaving hardened D2 untempered overnight is risky, especially for complex tools and heavy sections.
5. Improper Tempering Temperature
D2 can be tempered at low temperatures for high hardness or at higher temperatures for better stability. The tempering temperature should match the application.
For many industrial tools, double tempering at 900–960°F (480–515°C) is more reliable than a single low-temperature temper.
6. Design-Induced Quench Cracking
Some D2 tools crack because of geometry rather than steel quality. Sharp internal corners, deep marks, blind holes, thin walls adjacent to heavy sections, and sudden cross-sectional changes all increase the risk of cracking.
Where possible, sharp corners should be radiused, section changes should be reduced, and complex tools should be designed with heat treatment in mind.
7. Grinding Damage After Heat Treatment
D2 has high wear resistance, so aggressive grinding can generate localized heat. This may soften the surface, cause grinding burns, or create shallow surface cracks.
After hardening, D2 should be ground with light passes, proper coolant, and controlled stock removal. For critical tools, a low-temperature stress-relief temper after heavy grinding may be considered.
Aobo Steel supplies D2 / 1.2379 / SKD11 tool steel in an annealed condition and does not provide final heat-treatment services such as hardening, quenching, cryogenic treatment, or tempering.
The heat treatment parameters, hardness data, and process recommendations in this guide are provided as general technical support references for our customers. Actual heat-treatment results may vary depending on furnace capacity, section size, tool geometry, material condition, quenching practice, and process control. Final heat-treatment procedures and validation should be performed by the customer’s heat-treatment facility in accordance with the specific tooling application and production requirements.
Need annealed D2 tool steel for heat-treatment projects?
Aobo Steel supplies D2 / 1.2379 / SKD11 round bar and plate with mill certificates and dimensional inspection before shipment.
FAQ
D2 tool steel is normally heat-treated by preheating, austenitizing, quenching, and tempering. A typical process is preheating to 1200–1250°F / 649–677°C, austenitizing at 1795–1875°F / 980–1025°C, quenching by air, gas, oil, or salt bath depending on section size, and then double tempering at 900–960°F / 480–515°C. Cryogenic treatment may be added when dimensional stability and control of retained austenite are critical.
D2 tool steel can reach about 64 HRC as quenched. After tempering, the final working hardness depends on the tempering temperature. A low-temperature temper around 400°F / 205°C can produce about 61 HRC, while high-temperature double tempering around 900–960°F / 480–515°C commonly gives about 58–60 HRC with better dimensional stability.
D2 is an air-hardening tool steel, so controlled air cooling or gas quenching is often preferred to reduce the risk of distortion and cracking. Oil quenching may be used in some larger sections or special cases, but it increases thermal shock. The quenching method should be selected according to section size, tool geometry, and required hardness.
Cryogenic treatment is not always necessary for D2 tool steel. It is mainly used when the tool requires better dimensional stability, lower retained austenite, and more consistent wear performance. Precision dies, gauges, punches, slitting tools, and high-wear tooling may benefit from cryogenic treatment. General tooling may perform well with proper double tempering alone.
D2 should be tempered immediately after quenching, when the part cools to approximately 120–150°F (50–66 °C). Freshly quenched D2 contains highly stressed martensite and can crack if tempering is delayed. Leaving hardened D2 untempered overnight is risky, especially for complex tools or heavy sections.
Double tempering is recommended because D2 contains high alloy content and may retain austenite after quenching. The first temper reduces stress and begins stabilizing the structure. Cooling to room temperature allows additional transformation, and the second temper helps stabilize newly formed martensite. This improves dimensional stability and reduces the risk of cracking.
There is no single best tempering temperature for all D2 tools. If maximum hardness is required, D2 may be tempered around 400°F / 205°C. If dimensional stability, retained austenite control, and service reliability are more important, high-temperature double tempering at 900–960°F (480–515°C) is often preferred.
D2 may crack during heat treatment due to excessive heating rate, inadequate preheating, sharp corners, uneven section thickness, severe quenching, delayed tempering, or improper part design. D2 has high hardness and high alloy content, so heat-treatment stresses must be carefully controlled.
Low hardness may come from insufficient austenitizing temperature, short soaking time, slow cooling in large sections, surface decarburization, or improper tempering. The full cross-section must reach the correct austenitizing temperature, and the quenching and tempering process must be matched to the section size.
Yes. Section size strongly affects heating, soaking, quenching, and tempering. Thick sections heat and cool more slowly than thin sections. Large D2 parts may need longer equalizing time and careful quench selection. Sudden section changes, sharp corners, and blind holes also increase the risk of distortion and cracking.
Yes, D2 is commonly rough machined in an annealed condition and then heat-treated. However, heavy machining can introduce stress, so stress relief before hardening may be considered for large or complex parts. Final grinding should be controlled carefully after hardening to avoid grinding burns or surface cracks.
No. Aobo Steel supplies D2 / 1.2379 / SKD11 tool steel in an annealed condition, mainly as round bar and flat bar for bulk industrial orders. Final hardening, quenching, cryogenic treatment, and tempering should be performed by the customer’s local heat-treatment facility.