
Guía de tratamiento térmico del acero para herramientas H13
Acero para herramientas H13 El tratamiento térmico típico consiste en un recocido a 845–900 °C / 1550–1650 °F, un precalentamiento a 790–815 °C / 1450–1500 °F, una austenización a 995–1025 °C / 1825–1875 °F, un enfriamiento rápido en aire estático o gas a alta presión y un doble revenido a 510–620 °C / 950–1150 °F.
Tras un tratamiento térmico adecuado, el acero H13 suele alcanzar una dureza de entre 51 y 54 HRC en estado templado y, según la aplicación, se suele templar hasta obtener una dureza de trabajo de entre 40 y 50 HRC.

Aobo Steel suministra acero para herramientas H13 recocido para matrices de fundición a presión, matrices de forja, herramientas de extrusión y otras aplicaciones de trabajo en caliente. Indique el tamaño, la cantidad y el estado superficial que necesita para obtener asistencia en el suministro a granel.
Descripción general del tratamiento térmico del acero para herramientas H13
El acero H13 se suele suministrar en estado recocido para su mecanizado, y posteriormente se endurece y templa hasta alcanzar la dureza de trabajo final.
| Escenario | Propósito principal | Resultado típico |
|---|---|---|
| Recocido | Ablandar el acero para el mecanizado y aliviar las tensiones. | Estructura esferoidizada y menor dureza. |
| Precalentamiento | Reducir el choque térmico e igualar la temperatura | Menor riesgo de agrietamiento y deformación |
| Austenitización | Construir la base de endurecimiento | Alta templabilidad y dureza potencial. |
| Enfriamiento | Formar la estructura endurecida | Alta dureza tras el temple |
| Templado | Ajustar la dureza, la tenacidad y la estabilidad térmica. | Propiedades de trabajo finales |
Paso a paso: Cómo realizar el tratamiento térmico del acero para herramientas H13
1. Recocido del acero para herramientas H13 antes del mecanizado.
El acero H13 se suministra normalmente recocido, ya que este es el estado más práctico para el mecanizado y el desbaste. Un recocido adecuado produce una estructura de carburo esferoidizada, ablanda el acero y reduce las tensiones internas derivadas de procesos previos.
El rango típico de recocido es de 845 a 900 °C (1550 a 1650 °F). Algunas prácticas también mencionan 871 °C (1600 °F), con un tiempo de mantenimiento que depende del espesor de la sección. Después del tratamiento térmico, el H13 debe enfriarse muy lentamente en el horno, generalmente a una velocidad de entre 14 y 15 °C por hora, hasta alcanzar aproximadamente 480 a 500 °C, y luego enfriarse al aire hasta alcanzar la temperatura ambiente.
Para mayor coherencia, la dureza recocida de H13 se reporta mejor como aproximadamente 192–229 HB.
2. Precalentamiento del acero para herramientas H13
El precalentamiento se utiliza antes del endurecimiento para reducir el choque térmico y mejorar la uniformidad de la temperatura en toda la sección. Esto cobra mayor importancia a medida que la herramienta se vuelve más grande o compleja.
El rango típico de precalentamiento es de 790 a 815 °C (1450 a 1500 °F). Para piezas delicadas o secciones más complejas, se puede utilizar un precalentamiento inicial de entre 704 y 760 °C (1300 a 1400 °F). La pieza debe mantenerse precalentada hasta que la temperatura se estabilice en toda la sección.
3. Austenización y endurecimiento del acero para herramientas H13
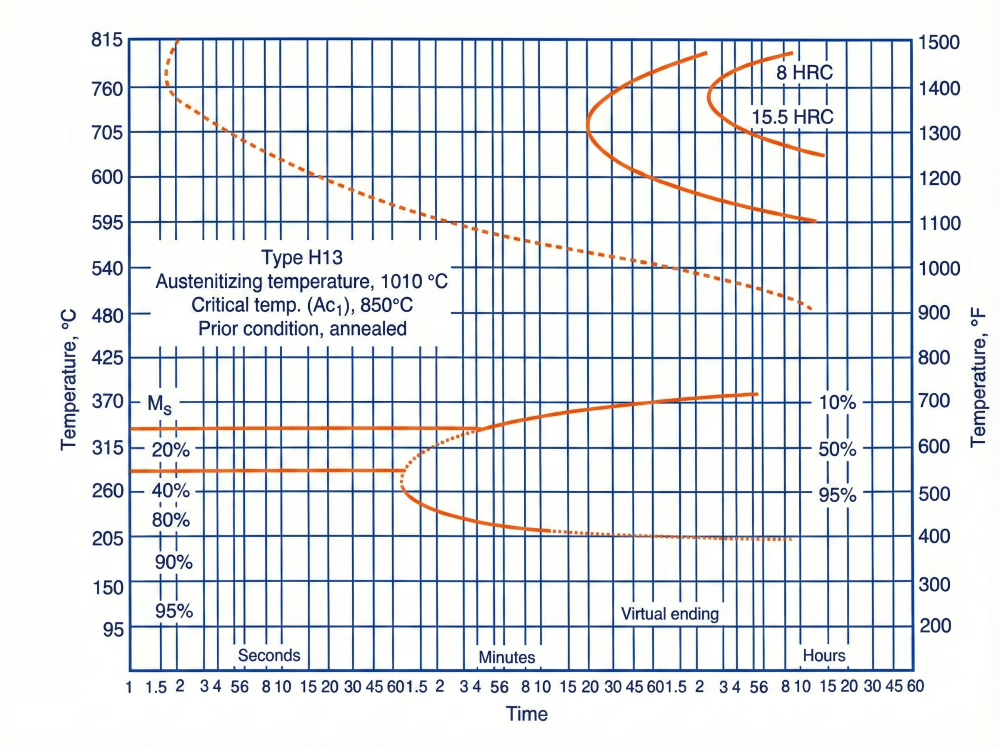
Tras el precalentamiento, la temperatura de H13 se eleva al rango de endurecimiento de 995 a 1025 °C (1825 a 1875 °F). En muchos ciclos industriales estándar, se utiliza 1010 °C (1850 °F) como temperatura de endurecimiento de referencia para obtener propiedades equilibradas.
El objetivo de la austenización es disolver suficientes carburos de aleación en la solución para lograr el endurecimiento requerido sin provocar un crecimiento excesivo del grano. Es fundamental controlar el tiempo de remojo. Generalmente, se recomienda un tiempo de 20 a 30 minutos, más un tiempo adicional según el espesor de la sección, o aproximadamente 30 minutos por pulgada para secciones de más de una pulgada de espesor.
Si la temperatura de endurecimiento es demasiado baja o el tiempo de remojo es demasiado corto, es posible que el H13 no alcance su dureza máxima. Si la temperatura es demasiado alta, la tenacidad puede disminuir.
4. Temple del acero para herramientas H13
El acero H13 es de endurecimiento profundo, por lo que el temple al aire o con gas a alta presión es habitual en muchos procesos de tratamiento térmico industrial. El temple con gas en horno de vacío se utiliza ampliamente, ya que proporciona superficies más limpias y un control más preciso. Para secciones muy grandes, se puede utilizar un temple intermitente en aceite, aunque conlleva un mayor riesgo de deformación. El acero H13 no debe templarse en agua.
El acero H13 no debe templarse y dejarse enfriar completamente a temperatura ambiente antes del revenido. El temple se interrumpe generalmente cuando el acero alcanza entre 50 y 66 °C (125 y 150 °F), y la pieza se transfiere inmediatamente al revenido. Este es uno de los controles más importantes para reducir el agrietamiento por temple retardado.
5. Templado del acero para herramientas H13
El revenido transforma el acero H13, frágil y recién templado, en un acero para herramientas de trabajo en caliente. El doble revenido es la práctica habitual, y en algunos casos se puede aplicar un tercer revenido. Como guía práctica, se recomienda un tiempo de revenido de 2 horas por pulgada de la sección transversal más delgada, con un mínimo de 2 horas por ciclo. La pieza debe enfriarse a temperatura ambiente entre cada revenido.
El rango óptimo de revenido se encuentra entre 510 y 620 °C (950 y 1150 °F). La temperatura de revenido seleccionada debe basarse en la aplicación, la dureza requerida y la temperatura de servicio de la herramienta. En el caso del acero H13, la máxima dureza posible rara vez resulta en el mejor resultado final.
¿Qué dureza puede alcanzar el H13 después del tratamiento térmico?
La dureza del H13 cambia claramente a lo largo del ciclo de tratamiento térmico, por lo que la forma más clara de presentarla es por condición.
| Condición | Dureza típica |
|---|---|
| Condición recocida | Aproximadamente de 192 a 229 HB |
| Estado de temple | Normalmente entre 51 y 54 HRC |
| Condiciones de funcionamiento templadas | Generalmente entre 40 y 50 HRC |
| Superficie nitrurada | Generalmente por encima de 1000 HV, a menudo entre 1100 y 1300 HV. |
Tratamiento térmico H13 recomendado y dureza según la aplicación.
El tratamiento térmico final del H13 debe seleccionarse en función de la aplicación, ya que los moldes de fundición, los moldes de forja, las herramientas de extrusión y los moldes de plástico fallan de diferentes maneras. Algunas aplicaciones se ven limitadas principalmente por el desgaste, mientras que otras lo están por el impacto o la fatiga térmica.
| Aplicación | Dureza de trabajo típica | Prioridad del tratamiento térmico |
|---|---|---|
| Matrices de fundición a presión | 44 a 48 HRC | Resistencia a la fatiga térmica y resistencia al calor |
| Herramientas de forja de alto impacto | 40 a 44 HRC | Resistencia y tenacidad a las grietas |
| Troqueles generales para forja en caliente | Aproximadamente de 38 a 45 HRC | Equilibrio entre resistencia al desgaste y resistencia a los golpes. |
| Herramientas de extrusión | Dureza de trabajo en caliente de media a alta | Resistencia al ablandamiento y al desgaste |
| Herramientas H13 nitruradas | Núcleo resistente con superficie muy dura. | Resistencia al desgaste superficial con núcleo estable |
Para las herramientas de fundición a presión estándar, una dureza de 44 a 48 HRC es un rango de trabajo general robusto. Para aplicaciones de alto impacto, especialmente en forja por martillo o herramientas sometidas a impactos severos, un rango inferior, como de 40 a 44 HRC, suele ser más seguro, ya que el agrietamiento se convierte en el principal riesgo. Los troqueles de forja en caliente de uso general se utilizan comúnmente con una dureza de 38 a 45 HRC, según el tamaño de la sección, la severidad y las condiciones de servicio.
Si se requiere aumentar aún más la resistencia al desgaste sin sacrificar la tenacidad del núcleo, el acero H13 puede nitrurarse tras un revenido adecuado. En ese caso, la clave no reside simplemente en el elevado número de superficie, sino en que el acero conserve un núcleo tenaz y estable a la vez que adquiere una capa superficial mucho más dura.
Problemas y causas comunes del tratamiento térmico H13
Esta sección resulta más útil si se organiza por modo de fallo en lugar de mediante largas explicaciones teóricas.
| Problema | Causa típica | Resultado práctico |
|---|---|---|
| Apaga el agrietamiento | Templado retardado, enfriamiento brusco, sobrecalentamiento, geometría deficiente de la pieza. | Grietas después del temple o poco después del enfriamiento. |
| Distorsión | Gradientes térmicos, tensiones residuales de mecanizado, soporte deficiente | Deformación, flexión, cambio de tamaño |
| descarburación superficial | Calentamiento en atmósfera no protegida | Superficie blanda y poca resistencia al desgaste. |
| Puntos blandos o de baja dureza | Calentamiento insuficiente, remojo corto, enfriamiento insuficiente en secciones pesadas | Respuesta de dureza débil |
| Baja tenacidad o fragilidad | Templado inadecuado o respuesta deficiente al enfriamiento de secciones gruesas | Fallo frágil prematuro |
| Grietas de molienda | Calor excesivo de molienda después del tratamiento térmico | Red de grietas superficiales y fallos de servicio rápidos |
Agrietamiento por enfriamiento
El agrietamiento por temple es uno de los fallos más graves en el tratamiento térmico del H13. Las causas prácticas más comunes son el retraso en el revenido, la temperatura de endurecimiento excesiva, el temple demasiado severo y la geometría deficiente de la pieza, con esquinas afiladas o cambios de sección abruptos. La regla práctica más estricta sigue siendo simple: después de un temple interrumpido, el H13 debe revenirse inmediatamente.
Distorsión e inestabilidad dimensional
La deformación suele deberse a un calentamiento o enfriamiento desigual, o a tensiones residuales de mecanizado. Las piezas grandes o con soporte deficiente son especialmente vulnerables. Por ello, el alivio de tensiones antes del endurecimiento y un buen soporte durante el calentamiento forman parte del control del proceso, no son un detalle opcional.
Descarburación de la superficie
Si el H13 se calienta en una atmósfera oxidante, la superficie puede perder carbono y no alcanzar su dureza máxima. El resultado es una superficie blanda con menor resistencia al desgaste y peor rendimiento a la fatiga. Por ello, el vacío, la atmósfera controlada o una protección superficial equivalente deben formar parte de las buenas prácticas de tratamiento térmico del H13.
Baja dureza y zonas blandas
Si el H13 no alcanza la dureza esperada, las causas habituales son un calentamiento insuficiente, un tiempo de inmersión inadecuado o un enfriamiento deficiente en secciones muy grandes. En secciones gruesas, el núcleo puede enfriarse demasiado lentamente, transformándose parcialmente en bainita en lugar de martensita, lo que reduce la dureza.
Baja tenacidad y fragilidad
El acero H13 se valora por combinar resistencia al calor con buena tenacidad, pero este equilibrio depende de un revenido adecuado y una respuesta de temple correcta. La conclusión principal es sencilla: el proceso de revenido final debe seleccionarse para favorecer tanto la dureza como la tenacidad, especialmente en aplicaciones de trabajo en caliente, donde la estabilidad es tan importante como la resistencia.
Grietas de rectificado después del tratamiento térmico
Algunos fallos atribuidos al tratamiento térmico se producen, en realidad, durante el rectificado final. Los cortes intensos, el uso de una muela inadecuada o una mala gestión de la refrigeración pueden provocar un sobrecalentamiento localizado de la superficie, creando una capa quebradiza que se agrieta durante su uso.
Consideraciones sobre el tratamiento térmico para grandes bloques y matrices H13
Las secciones H13 de gran tamaño no deben tratarse como piezas pequeñas a mayor escala. Una vez que la sección se vuelve muy pesada, la transferencia de calor a través del núcleo se convierte en el factor limitante. Las secciones de más de 305 mm (12 pulgadas) pueden dejar de responder adecuadamente a la refrigeración por aire estándar, y este punto debe mantenerse, ya que refleja una limitación industrial real.
Para bloques H13 de gran tamaño, los principales problemas son el enfriamiento lento del núcleo, la menor dureza del núcleo, el mayor riesgo de distorsión y una mayor sensibilidad a la estrategia de temple. El enfriamiento lento en el núcleo puede producir bainita en lugar de martensita y también puede favorecer la precipitación de carburos en los límites de grano, lo que reduce la tenacidad. Por ello, los bloques H13 de gran sección pueden requerir temple en aceite interrumpido, métodos de sales calientes o temple en gas a alta presión, en lugar de un simple tratamiento al aire.
Los bloques H13 de gran tamaño requieren un control más preciso de la secuencia de calentamiento, enfriamiento y mecanizado. En muchos casos, el mecanizado basto antes del endurecimiento es más realista que el acabado de todos los detalles y la espera de una distorsión mínima posterior.
Tabla de tratamiento térmico del acero para herramientas H13
| Fase de tratamiento térmico | Rango de temperatura (°C) | Rango de temperatura (°F) | Tiempo de remojo/mantenimiento | Refrigeración / Notas |
|---|---|---|---|---|
| Recocido | 845–900 | 1550–1650 | Aproximadamente 1 hora por pulgada de espesor | Enfriar el horno lentamente hasta aproximadamente 480–500 °C, luego enfriar al aire. |
| Precalentamiento | 790–815 | 1450–1500 | Mantener hasta que se iguale a través de la sección | Para piezas delicadas, se puede utilizar primero un precalentamiento más bajo, de alrededor de 704–760 °C. |
| Austenitización | 995–1025 | 1825–1875 | Aproximadamente 20-30 minutos más el tiempo de retención según el grosor. | 1010 °C es una temperatura de referencia común para el endurecimiento. |
| Enfriamiento | – | – | – | El enfriamiento estándar se realiza con aire estático o gas a alta presión; para secciones muy grandes se puede utilizar un enfriamiento con aceite intermitente; no utilice enfriamiento con agua. |
| Templado | 510–620 | 950–1150 | Mínimo 2 horas por pulgada por ciclo | El doble templado es estándar; comience el templado inmediatamente después del enfriamiento interrumpido. |
Aobo Steel no ofrece servicios de tratamiento térmico. Suministramos acero para herramientas H13 recocido, incluyendo barras redondas y planas, listas para ser mecanizadas y sometidas a un tratamiento térmico posterior por el cliente.
Esta guía se proporciona para ayudarle a tomar decisiones sobre el tratamiento térmico y garantizar un rendimiento estable de la herramienta en aplicaciones reales.
¿Necesita acero para herramientas H13 para aplicaciones de trabajo en caliente?
Aobo Steel suministra acero para herramientas H13 recocido para matrices de fundición a presión, matrices de forja, herramientas de extrusión y otras aplicaciones de trabajo en caliente. Si necesita un suministro a granel, envíenos el tamaño, la cantidad y el estado superficial que requiere.