

Home > Tool Steel Heat Treatment Technical Center > L6 Tool Steel Heat Treatment Guide
Aobo Steel | Global Tool Steel Supplier in China
L6 Tool Steel Heat Treatment Guide
Heat treatment guidance for L6(1.2714/SKT4) tool steel, focusing on high toughness, wear resistance, and reliable performance.
AISI L6 is a low-alloy tool steel offering both good toughness and hardenability. This material is commonly used to manufacture machine components, such as mandrels, cams, and chucks, as well as high-strength, high-toughness tools, such as shear blades and forming dies. Despite L6’s favorable hardenability, strict control of the heat treatment process remains essential.
A Quick Checklist for L6 Tool Steel Heat Treatment
Time needed: 4 hours
A professional guide on the proper heat treatment steps for AISI L6 tool steel, including preheating, austenitizing, oil quenching, and tempering to achieve the optimal balance of toughness and hardness.
- Preheating
Heat the L6 tool steel slowly and uniformly to a preheat temperature of 1200°F (650°C). Allow the material to fully stabilize at this temperature to achieve thermal equilibrium and prevent thermal shock-induced deformation or cracking.
- Austenitizing
Raise the temperature to the recommended range of 1455°F – 1555°F (790°C – 845°C), aiming for an optimal target of 1525°F (830°C). Soak the material for 10 to 30 minutes, depending on the section size, to dissolve carbides and ensure a uniform microstructure.
- Quenching
Submerge the steel in warm oil and continuously agitate the liquid until the material cools to approximately 125°F – 150°F (52°C – 66°C). While water quenching is possible for large sections, use oil quenching to minimize dimensional changes and reduce the risk of cracking.
- Transfer Immediately to Tempering
Remove the tooling from the oil and transfer it to the tempering furnace immediately to prevent cracking. Never allow L6 tooling to cool completely to room temperature before initiating the tempering process.
- Tempering
Heat the steel to the specific temperature that matches your application’s hardness requirements, noting that hardness decreases as temperature increases. Select lower temperatures (300°F – 400°F) for wear parts or higher temperatures (700°F – 800°F) for high-toughness tools like shear blades.
Preheating
To prevent deformation or cracking of L6 tool steel, controlled preheating must be performed before raising the temperature to the final hardening temperature. This ensures that the L6 tool steel reaches thermal equilibrium and reduces the risk of thermal shock from rapid heating. L6 steel should be heated slowly and uniformly. A preheat temperature of 1200°F (650°C) is recommended. Once the L6 tool steel has fully stabilized at this temperature, proceed to the subsequent austenitizing step.
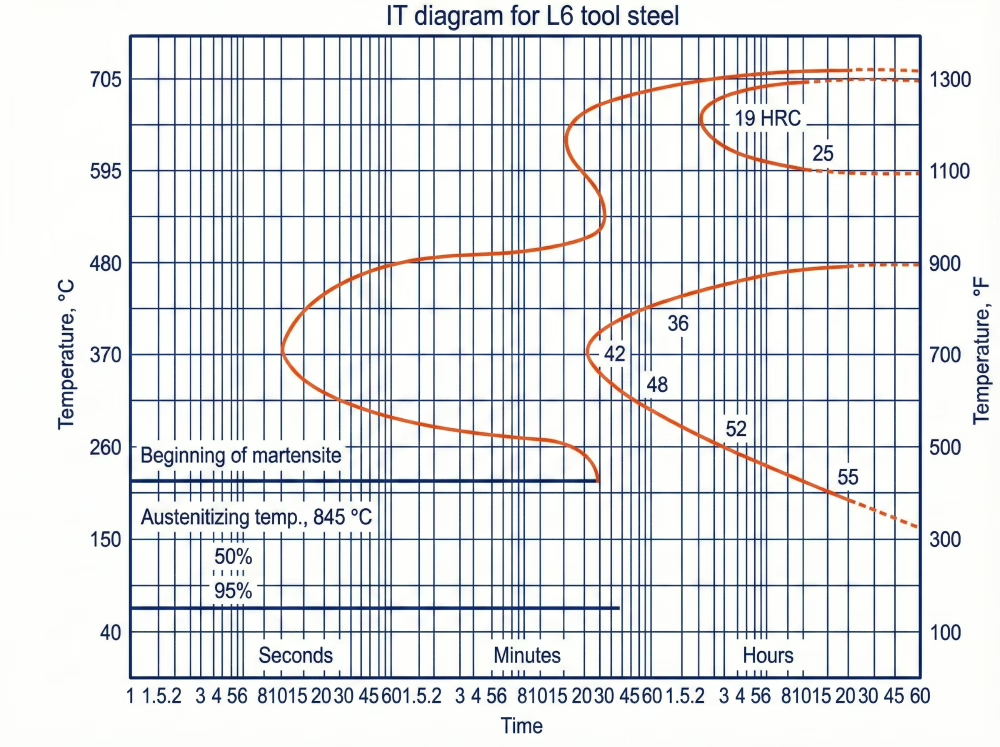
Austenitizing (hardening)
After preheating is complete, raise the temperature to the austenitizing temperature to dissolve carbides and refine the microstructure, preparing for subsequent martensitic transformation. Recommended austenitizing temperature: 1455°F-1555°F (790°C-845°C), with an optimal target temperature of 1525°F (830°C). Soaking time: 10-30 minutes, depending on section size. This ensures thorough heating and uniform microstructure in L6 tool steel while preventing coarse-grain formation.
Quenching
Large sections of L6 tool steel can be water-quenched, but oil quenching is preferred to minimize dimensional changes and the risk of cracking. Use warm oil as the quenching medium, continuously agitating the oil until the L6 tool steel cools to approximately 125°F to 150°F (52°C to 66°C). Immediately transfer it to the tempering furnace to prevent cracking.
Tempering
Tempering L6 steel eliminates quenching stresses. The hardness of L6 decreases continuously as the tempering temperature increases.
The table below provides data for L6 tool steel after oil quenching at 1525°F (830°C):
| Tempering Temperature | Rockwell C Hardness (HRC) |
| As Quenched | 62 |
| 300°F (150°C) | 60 |
| 400°F (205°C) | 58 |
| 500°F (260°C) | 56 |
| 600°F (315°C) | 53 |
| 700°F (370°C) | 50 |
| 800°F (425°C) | 47 |
| 900°F (480°C) | 44 |
| 1000°F (540°C) | 41 |
For applications requiring high toughness, such as shear blades or heavy-duty punches, tempering at higher temperatures (e.g., 700°F to 800°F) is often selected to sacrifice some hardness for increased shock resistance. Conversely, for gauges or wear parts, lower tempering temperatures (300°F to 400°F) are preferred to maintain high surface hardness.
Common Issues and Solutions in L6 Heat Treatment
- Deformation. L6 tool steel inherently exhibits low deformation characteristics. To further control dimensional stability, the following measures are recommended: For complex-shaped L6 tool steel components, replace direct oil quenching with 345°F (175°C) salt bath graded quenching; Performing stress relief treatment at 1200°F – 1245°F (650°C – 675°C) prior to hardening heat treatment can effectively reduce deformation risks.
- Quenching cracks. To prevent cracking, remove L6 tooling from the oil at approximately 125°F (52°C) and immediately temper. Never allow L6 tooling to cool completely to room temperature before tempering.
- Decarburization. Despite L6’s strong resistance to decarburization, surface protection must still be implemented. Heating processes should employ controlled atmospheres, molten salts, or inert packing to prevent alterations in surface composition.
- Retained Austenite. Excessively high hardening temperatures will increase the Retained Austenite content. Although L6 exhibits lower sensitivity to this than high-alloy steels, the recommended austenitizing temperature must still be strictly adhered to ensure complete phase transformation.
FAQ
Heat L6 steel slowly and uniformly to a recommended preheat temperature of 1200°F (650°C). This practice ensures the material achieves thermal equilibrium and minimizes the risk of thermal shock.
The recommended temperature range is 1455°F to 1555°F (790°C to 845°C), with an optimal target of 1525°F (830°C). Soak the material for 10-30 minutes, depending on the section size.
Use warm oil as the quenching medium and agitate continuously until the steel cools to 125°F–150°F (52°C–66°C). While large sections can be water-quenched, oil is preferred to minimize cracking and dimensional changes.
Hardness decreases as tempering temperature increases; L6 yields approximately 60 HRC at 300°F (150°C) and drops to 50 HRC at 700°F (370°C). High-toughness applications often use temperatures between 700°F and 800°F.
Remove the steel from the quenching oil at approximately 125°F (52°C) and immediately transfer it to a tempering furnace. Never allow L6 tooling to cool to room temperature before tempering.
Perform stress relief at 1200°F–1245°F (650°C–675°C) before hardening, or use a salt bath graded quench at 345°F (175°C) for complex shapes. L6 inherently offers low deformation characteristics.
Employ controlled atmospheres, molten salts, or inert packing during heating to protect the surface composition. Although L6 resists decarburization, surface protection is still required to prevent alterations.