
H13 Heat Treatment Guide
H13 tool steel is typically heat-treated by annealing at 845–900 °C / 1550–1650 °F, preheating at 790–815 °C / 1450–1500 °F, austenitizing at 995–1025 °C / 1825–1875 °F, quenching in still air or high-pressure gas, and double tempering at 510–620 °C / 950–1150 °F. After proper heat treatment, H13 usually reaches about 51–54 HRC as-quenched and is commonly tempered to a working hardness of 40–50 HRC, depending on the application.
Aobo Steel supplies H13 tool steel in an annealed condition for hot-work tooling applications, including die-casting dies, forging dies, and extrusion tooling. For sizes, specifications, and bulk supply details, visit our H13 Tool Steel product page or contact [email protected].
H13 Tool Steel Heat Treatment Overview
H13 is usually supplied in the annealed condition for machining, then hardened and tempered to the final working hardness.
| Stage | Main Purpose | Typical Result |
| Annealing | Soften the steel for machining and relieve stress | Spheroidized structure and lower hardness |
| Preheating | Reduce thermal shock and equalize temperature | Lower cracking and distortion risk |
| Austenitizing | Build the hardening base | High hardenability and potential hardness |
| Quenching | Form the hardened structure | High as-quenched hardness |
| Tempering | Adjust hardness, toughness, and thermal stability | Final working properties |
Step-by-Step: How to Heat Treat H13 Tool Steel
Step 1: Annealing H13 Tool Steel Before Machining
H13 is normally supplied in the annealed condition because this is the most practical state for machining and rough shaping. A proper anneal produces a spheroidized carbide structure, softens the steel, and reduces internal stress from prior processing.
A typical annealing range is 845 to 900 °C (1550 to 1650 °F). Some practices also cite 871 °C (1600 °F) with holding time based on section thickness. After soaking, H13 should be cooled very slowly in the furnace, typically at about 14 to 15 °C per hour, to about 480 to 500 °C, then air-cooled to room temperature.
For consistency, the annealed hardness of H13 is best reported as approximately 192-229 HB. That is the key takeaway readers need.
Step 2: Preheating H13 Tool Steel
Preheating is used before hardening to reduce thermal shock and improve temperature uniformity through the section. This becomes more important as the tool becomes larger or more complex.
A typical preheating range is 790 to 815 °C (1450 to 1500 °F). For delicate parts or more complex sections, an initial preheat of around 704 to 760 °C (1300 to 1400 °F) may be used. The part should remain at preheat until the temperature is equalized throughout the whole section.
Step 3: Austenitizing and Hardening H13 Tool Steel
After preheating, H13 is raised to the hardening range of 995 to 1025 °C (1825 to 1875 °F). In many standard industrial cycles, 1010 °C (1850 °F) is used as the reference hardening temperature for balanced properties.
The purpose of austenitizing is to dissolve sufficient alloy carbides into solution to achieve the required hardening response without inducing unnecessary grain growth. Soak time must be controlled. A common rule is 20 to 30 minutes plus additional time based on section thickness, or about 30 minutes per inch for sections over 1 inch thick.
If the hardening temperature is too low or the soak is too short, H13 may not reach full hardness. If the temperature is too high, toughness can drop.
Step 4: Quenching H13 Tool Steel
H13 is a deep-hardening steel, so still-air or high-pressure gas quenching is standard in many industrial heat-treatment routes. Vacuum furnace gas quenching is widely used because it gives cleaner surfaces and tighter control. For very large sections, an interrupted oil quench may be used, though it carries a higher risk of distortion. H13 should not be water quenched.
H13 should not be quenched and then left to cool fully to room temperature before tempering. The quench is usually interrupted when the steel reaches about 50 to 66 °C (125 to 150 °F), and the part is then transferred immediately to tempering. This is one of the most important controls for reducing delayed quench cracking.
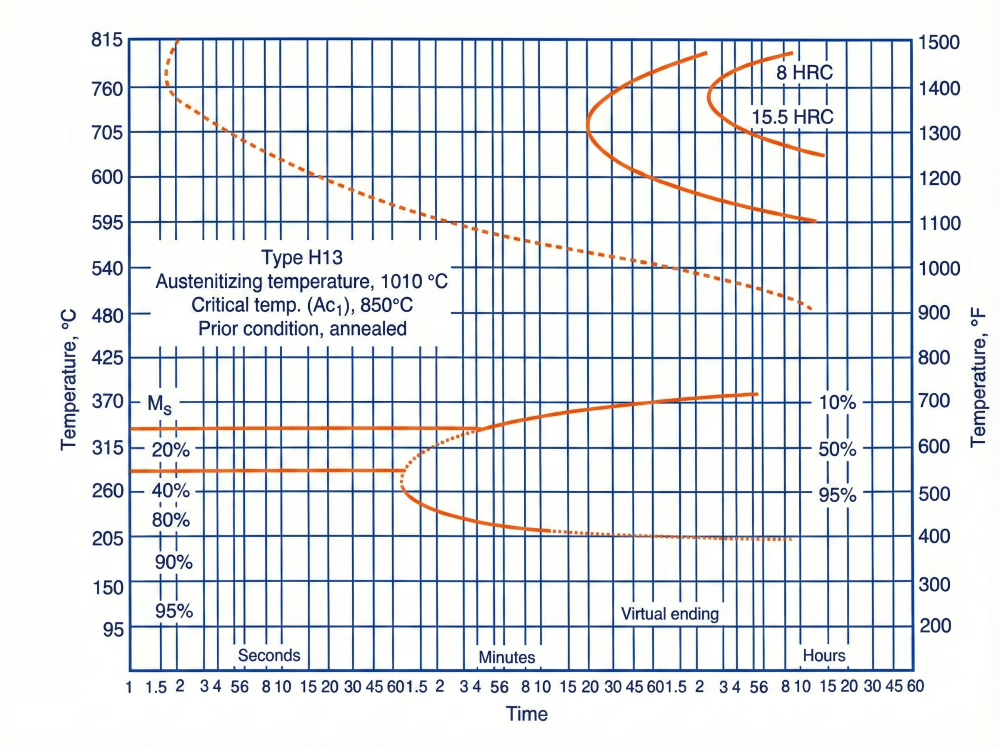
The diagram shows the transformation behavior of H13 during cooling and supports the need for controlled quenching, especially in heavy sections where slow core cooling can reduce hardness and toughness.
Source: Tool Steels, George Adam Roberts, George Krauss, Richard Kennedy, page 224.
Step 5: Tempering H13 Tool Steel
Tempering turns brittle as-quenched H13 into a usable hot-work tool steel. Double tempering is standard practice, and a third temper may be used in some cases. A practical guideline is 2 hours per inch of the thinnest cross-section, with a minimum of 2 hours per cycle. The part should cool back to room temperature between tempers.
The normal tempering range is best kept between 510 and 620 °C (950 and 1150 °F). The selected tempering temperature should be based on the application, the required hardness, and the tool’s service temperature. For H13, the highest possible hardness is rarely the best final condition.
What Hardness Can H13 Reach After Heat Treatment?
The hardness of H13 changes clearly through the heat treatment cycle, so the cleanest way to present it is by condition.
| Condition | Typical Hardness |
| Annealed condition | About 192 to 229 HB |
| As-quenched condition | Typically about 51 to 54 HRC |
| Tempered working condition | Commonly about 40 to 50 HRC |
| Nitrided surface | Commonly above 1000 HV, often about 1100 to 1300 HV |
Recommended H13 Heat Treatment and Hardness by Application
The final heat treatment of H13 should be selected based on the application, as die-casting dies, forging dies, extrusion tooling, and plastic molds fail in different ways. Some applications are limited mainly by wear, while others are limited by impact shock or thermal fatigue.
| Application | Typical Working Hardness | Heat Treatment Priority |
| Die-casting dies | 44 to 48 HRC | Thermal fatigue resistance and hot strength |
| High-shock forging tools | 40 to 44 HRC | Toughness and crack resistance |
| General hot forging dies | About 38 to 45 HRC | Balance of wear resistance and shock resistance |
| Extrusion tooling | Medium to high hot-work hardness | Resistance to softening and wear |
| Nitrided H13 tooling | Tough core with very hard surface | Surface wear resistance with stable core |
For standard die-casting tooling, 44 to 48 HRC is a strong general working range. For high-shock applications, especially hammer forging or tools subjected to severe impact, a lower range, such as 40 to 44 HRC, is often safer because cracking becomes the dominant risk. General hot forging dies are commonly used around 38 to 45 HRC, depending on section size, severity, and service conditions.
If wear resistance must be increased further without sacrificing core toughness, H13 can be nitrided after proper tempering. In that case, the key point is not simply the high surface number. The key point is that the steel can keep a tough, stable core while gaining a much harder surface layer.
Common H13 Heat Treatment Problems and Causes
This section is more useful when organized by failure mode rather than by long theoretical explanation.
| Problem | Typical Cause | Practical Result |
| Quench cracking | Delayed tempering, severe quench, overheating, poor part geometry | Cracks after quench or shortly after cooling |
| Distortion | Thermal gradients, residual machining stress, poor support | Warping, bending, size change |
| Surface decarburization | Heating in an unprotected atmosphere | Soft surface and poor wear resistance |
| Low hardness or soft spots | Underheating, short soak, insufficient cooling in heavy sections | Weak hardness response |
| Low toughness or embrittlement | Improper tempering or poor heavy-section quenching response | Premature brittle failure |
| Grinding cracks | Excessive grinding heat after heat treatment | Shallow crack network and rapid service failure |
Quench Cracking
Quench cracking is one of the most serious H13 heat treatment failures. The most common practical causes are delayed tempering, excessive hardening temperature, overly severe quenching, and poor part geometry with sharp corners or abrupt section changes. The strictest practical rule remains simple: after interrupted quenching, H13 should be tempered immediately.
Distortion and Dimensional Instability
Distortion usually comes from uneven heating, uneven cooling, or residual stress from machining. Large or poorly supported parts are especially vulnerable. This is why stress relief before hardening and good support during heating are part of process control, not an optional detail.
Surface Decarburization
If H13 is heated in an oxidizing atmosphere, the surface can lose carbon and fail to reach full hardness. The result is a soft surface with weaker wear resistance and poorer fatigue performance. This is why vacuum, controlled atmosphere, or equivalent surface protection should be part of good H13 heat treatment practice.
Low Hardness and Soft Spots
If H13 does not reach the expected hardness, the usual causes are underheating, insufficient soak, or slack quenching in very large sections. In heavy sections, the core may cool too slowly and transform partially to bainite rather than martensite, thereby reducing the hardness response.
Low Toughness and Embrittlement
H13 is valued for combining heat resistance with good toughness, but that balance still depends on proper tempering and a proper quench response. The key takeaway here does not need to be overcomplicated: final tempering practice must be selected to support both hardness and toughness, especially in hot-work service, where stability matters as much as strength.
Grinding Cracks After Heat Treatment
Some failures blamed on heat treatment are actually introduced during finish grinding. Heavy cuts, the wrong wheel, or poor coolant practices can locally overheat the surface, creating a brittle layer that cracks in service.
Heat Treatment Considerations for Large H13 Blocks and Dies
Large H13 sections should not be treated as scaled-up small parts. Once the section becomes very heavy, heat transfer through the core becomes the limiting factor. The sections above about 305 mm (12 inches) may no longer respond adequately to standard air cooling, and that point should remain because it reflects a real industrial limitation.
For large H13 blocks, the main issues are slower core cooling, lower core hardness, higher distortion risk, and greater sensitivity to quench strategy. Slow cooling in the core may produce bainite instead of martensite and may also promote grain-boundary carbide precipitation, which lowers toughness. This is why large-section H13 may require interrupted oil quenching, hot salt methods, or high-pressure gas quenching rather than simple still-air treatment.
Large H13 blocks require tighter control of heating, quenching, and machining sequence. In many cases, rough machining before hardening is more realistic than finishing all details first and expecting minimal distortion afterward.
H13 Tool Steel Heat Treatment Chart
| Heat Treatment Phase | Temperature Range (°C) | Temperature Range (°F) | Soak / Hold Time | Cooling / Notes |
| Annealing | 845–900 | 1550–1650 | About 1 hour per inch of thickness | Furnace cool slowly to about 480–500 °C, then air cool |
| Preheating | 790–815 | 1450–1500 | Hold until equalized through section | A lower preheat around 704–760 °C may be used first for delicate parts |
| Austenitizing | 995–1025 | 1825–1875 | About 20–30 min plus thickness-based hold | 1010 °C is a common reference hardening temperature |
| Quenching | — | — | — | Still air or high-pressure gas is standard; interrupted oil quench may be used for very large sections; do not water quench |
| Tempering | 510–620 | 950–1150 | 2 hours per inch minimum per cycle | Double tempering is standard; begin tempering immediately after interrupted quench |

Aobo Steel does not provide heat treatment services. We supply H13 tool steel in the annealed condition, including round bar and flat bar, ready for machining and subsequent heat treatment by the customer.
This guide is provided to support your heat treatment decisions and help ensure stable tool performance in actual applications.
If you are sourcing H13 material for die casting, forging, or other hot-work tooling, you can visit our H13 tool steel product page or contact us directly at [email protected] for size availability and quotation.
FAQ
The commonly used hardening temperature for H13 is around 995 to 1025 °C (1825 to 1875 °F), with 1010 °C (1850 °F) widely used in industrial practice for balanced hardness and toughness.
H13 is typically tempered in the range of 510 to 620 °C (950 to 1150 °F).
The exact temperature depends on the required hardness and service conditions, particularly the tool’s operating temperature.
H13 typically reaches:
51–54 HRC after quenching
40–50 HRC in normal working conditions after tempering
The final hardness is selected based on application, not the maximum possible hardness.
Yes. Double tempering is standard practice for H13, and in some cases, a third temper is used.
This is necessary to reduce internal stress, stabilize the structure, and improve toughness.
If H13 is left untempered after quenching, the structure remains brittle and highly stressed.
This can lead to delayed cracking, even if no cracks appear immediately after cooling.
For most die-casting applications, the recommended hardness is 44 to 48 HRC.
This range provides a balance between thermal fatigue resistance and structural stability.
Common causes include:
Delayed tempering after quenching
Excessive hardening temperature
Severe quenching conditions
Poor part design with sharp transitions
In most cases, cracking is related to stress control, not just material quality.
Typical reasons include:
Austenitizing temperature too low
Insufficient soak time
Cooling rate too slow in large sections
Excessive retained austenite
For large blocks, core hardness is often lower due to slower cooling.
Yes. H13 has strong tempering resistance and can be nitrided after tempering to improve surface wear resistance.
This allows a hard surface layer with a tough core, which is useful in many tooling applications.
No. H13 is normally supplied in the annealed condition to allow machining and shaping before heat treatment.
Large sections cool more slowly, especially at the core.
This can lead to:
Lower core hardness
Microstructural variation
Higher distortion risk
For heavy blocks, standard air cooling may not be sufficient.
No. Aobo Steel supplies H13 tool steel in the annealed condition, including round bar and flat bar.