
What is Electroslag Remelting (ESR)?
Electroslag Remelting (ESR) is a secondary refining process used to produce high-performance steels and high-temperature alloys. By remelting steel ingots, the ESR process significantly enhances material purity and microstructural uniformity. Compared to traditional steelmaking, ESR-processed steel exhibits superior properties. The core of this process lies in significantly reducing non-metallic inclusions such as oxides and sulfides, thereby eliminating stress concentration points and effectively enhancing the steel’s fatigue resistance and mechanical strength. Aobo Steel can provide customers with tool steel produced via the ESR process, which costs approximately $250–300 per ton more than conventional electric-furnace processes.
How the ESR Process Works
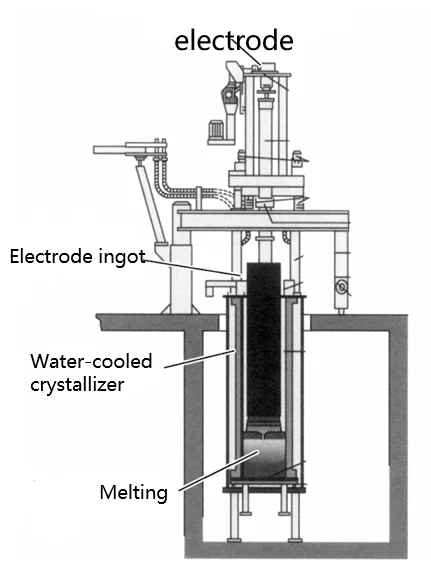
The fundamental principle of the ESR process is to utilize molten slag as the resistive heating element. Unlike ARC smelting, the heat in ESR is provided by the Joule heating generated when alternating current (AC) passes through high-resistance liquid slag. The process involves three key steps:
- Electrode remelting: The consumable electrode (the steel to be refined) is immersed in a superheated slag pool within a water-cooled copper mold. When current passes through the slag, its temperature rises above the metal’s liquidus, causing the electrode tip to melt.
- Droplet Refining: As molten metal droplets formed by electrode melting pass through the liquid slag during descent, intense metal-slag interface reactions effectively remove sulfur and eliminate non-metallic inclusions such as oxides. This step is central to enhancing steel purity.
- Vertical Solidification: Refined molten metal droplets coalesce in the melt pool beneath the slag layer and solidify progressively from bottom to top within the water-cooled mold. Controlled cooling rates enable directional solidification of the ingot, ensuring a highly uniform microstructure.

Key Advantages of ESR Steel
ESR-processed steel possesses superior properties that are difficult to achieve with traditional casting methods.
- Higher Purity: ESR’s core advantage lies in its ability to significantly reduce sulfur and non-metallic inclusions. The slag used in ESR possesses extremely high chemical reactivity, effectively absorbing oxide inclusions and completing desulfurization reactions. The resulting material exhibits exceptional micro-purity, fundamentally eliminating severe defects.
- Isotropy: In traditional cast steel, the originally disordered grains are elongated during forging or rolling, forming fiber-like flow lines. The longitudinal direction follows these fibers, while the transverse direction is perpendicular to them. Toughness and strength in the longitudinal direction are significantly superior to those in the transverse direction. ESR ingots exhibit a highly uniform microstructure. After hot working, they maintain consistent mechanical properties both in the longitudinal and transverse directions, enabling them to withstand multi-directional stresses.
- Improved Microstructure: ESR ingots exhibit exceptional density and macroscopic uniformity. The controlled directional solidification process (bottom-up) effectively prevents the formation of shrinkage cavities and macroscopic segregation, addressing the common quality defects found in the central regions of conventional ingots.
- Superior Polishing Performance: In the optical or high-end plastic molding industries, surface finish is a critical metric. Non-metallic inclusions can cause pinholes or pitting during polishing. Due to the fine, uniform nature of inclusions in ESR steel, its polishing performance is exceptional, enabling it to easily achieve mirror-like finishes.
ESR and VAR: A Comparison of Two Remelting Processes
Both ESR and Vacuum ARC(VAR) remelting (VAR) are consumable electrode remelting processes for high-performance alloys, but they exhibit significant differences in metallurgical principles:
| Feature | Electroslag Remelting (ESR) | Vacuum Arc Remelting (VAR) |
| Heating Method | Critical components like aerospace engine rotors are sensitive to gas content and trace elements. | Direct Current (DC) producing Electric Arc heat. |
| Working Environment | Usually conducted in the atmosphere (protected by the slag pool). | Conducted under a high vacuum environment. |
| Refining Mechanism | Chemical Refining: Uses active slag for desulfurization and removal of oxide inclusions. | Physical Refining: Uses high vacuum to remove dissolved gases ($H$, $N$) and volatile elements. |
| Main Advantages | Excellent surface quality, high structural homogeneity, and ultra-low sulfur content. | Extremely high gas purity and effective removal of volatile impurity elements. |
| Preferred Applications | Components requiring superior hot workability, polishability, and multi-directional mechanical properties. | Critical components, such as aerospace engine rotors, are sensitive to gas content and trace elements. |
Applications of ESR Steel
- Plastic Mold Steel: When producing optical components or high-transparency plastics, molds require exceptional mirror polishing performance. ESR-refined S136 and H13 exhibit highly uniform microstructures that effectively suppress etching patterns and eliminate surface defects, such as pitting, during polishing.
- Cold-work tool steel: In high-impact applications such as blanking dies, the material must exhibit exceptional toughness and resistance to chipping. Compared to conventional steel grades, types like D2 ESR offer superior fatigue resistance, significantly reducing the risk of premature tool failure.
- Hot-work tool steel: Tools such as die-casting molds endure severe thermal cycling, making them highly susceptible to thermal fatigue. H13 ESR is widely adopted for its excellent isotropy and non-segregated microstructure, which significantly enhances transverse toughness and thermal shock resistance, thereby extending mold service life in high-temperature environments.
FAQ
ESR is a secondary refining process designed to produce high-performance steels and high-temperature alloys. It remelts steel ingots using molten slag to significantly enhance material purity and ensure microstructural uniformity.
ESR uses molten slag as a resistive heating element. Alternating current (AC) passes through the slag to generate Joule heat, melting a consumable electrode, which then drops through the slag for refining and solidification.
The process creates steel with higher purity by reducing sulfur and non-metallic inclusions. It also provides isotropy, ensuring consistent mechanical properties in both longitudinal and transverse directions, and prevents macroscopic segregation.
Tool steel produced by the ESR process typically costs approximately $250–300 per ton more than steel produced by conventional electric-furnace processes.
Yes, ESR steel achieves mirror-like finishes and eliminates pinholes or pitting. This is because the process removes non-metallic inclusions, which are usually the cause of surface defects during polishing.
ESR uses active slag and AC power for chemical refining (desulfurization) in an atmospheric environment. In contrast, Vacuum Arc Remelting (VAR) uses a high vacuum and DC power for physical refining to remove dissolved gases.
It is used for plastic mold steel requiring mirror polishing, cold-work tool steel requiring fatigue resistance, and hot-work tool steel (such as H13) requiring thermal shock resistance and extended service life.