
O1 Tool Steel Heat Treatment Guide
O1 tool steel is typically heat-treated by preheating to about 1200°F / 650°C, austenitizing at 1450-1500°F / 788-816°C, quenching in warm agitated oil, and tempering according to the required final hardness.
After proper hardening and tempering, O1 commonly reaches about 57-63 HRC. The as-quenched hardness is usually about 64-65 HRC, but this condition is too brittle for service and must be tempered promptly.
Because O1 is an oil-hardening cold-work tool steel, the most important heat treatment risks are quench cracking, distortion, decarburization, soft spots, and delayed tempering. These problems are usually caused by poor temperature control, unsuitable tool geometry, insufficient oil agitation, excessive soaking, or leaving the part untempered after quenching.
This guide provides a practical O1 heat treatment chart covering stress relieving, annealing, preheating, austenitizing, oil quenching, tempering temperatures, expected hardness, size change, and common heat treatment failures.
O1 Tool Steel Heat Treatment Temperature Chart
| Heat Treatment Process | Temperature °F | Temperature °C | Practical Instruction |
|---|---|---|---|
| Stress relieving | 1200-1250°F | 649-677°C | Soak 1-2 hours per inch of thickness. Cool slowly. Used after heavy machining and before hardening. |
| Annealing | 1350-1450°F | 730-788°C | Soak thoroughly. Furnace cool slowly to about 900-1000°F / 482-540°C, then air cool. |
| Preheating | About 1200°F | About 650°C | Hold 10-15 minutes or until uniformly heated. Do not over-soak. |
| Austenitizing / hardening | 1450-1500°F | 788-816°C | Heat from preheat to hardening temperature. Avoid overheating and excessive soak time. |
| Oil quenching | Remove at 125-200°F | 52-93°C | Quench in warm, agitated oil. Temper immediately after quenching. |
| Tempering | 300-600°F normally | 149-316°C normally | Hold about 2 hours per inch of section thickness. Select temperature according to final hardness. |
For most cold-work tools, O1 is commonly tempered between 300°F and 500°F (149-260°C). This range keeps high hardness while reducing the brittleness caused by quenching.
How to Heat Treat O1 Tool Steel
O1 heat treatment normally includes preheating, austenitizing, oil quenching, and tempering. Stress relieving is added when the part has been heavily machined. Annealing is used to soften hardened O1 for rework.
1. Stress Relieving Before Hardening
Stress relieving is recommended after heavy machining, rough stock removal, or uneven grinding. These processes can leave internal stress in the tool. If the part is hardened without stress relief, residual stresses may combine with quenching stresses, causing warping or cracking.
Heat the unhardened O1 slowly to 1200-1250°F (649-677°C), soak for 1-2 hours per inch of thickness, then cool slowly. This step does not harden the steel. Its purpose is to reduce internal stress before the final hardening cycle.
2. Annealing O1 Tool Steel
Annealing is used to soften hardened O1 for machining or correction. Heat the steel to 1350-1450°F / 730-788°C, soak thoroughly, then furnace cool slowly to about 900-1000°F / 482-540°C before air cooling.
Surface protection is important during annealing and hardening. If O1 is heated in an oxidizing atmosphere, the surface may lose carbon. A decarburized surface will not harden properly and may wear quickly in service.
3. Preheating O1 Tool Steel
Preheating reduces thermal shock before the steel reaches the austenitizing range. It is especially useful for parts with uneven section thickness, sharp corners, or machining stress.
Preheat O1 to about 1200°F / 650°C and hold for 10-15 minutes, or until the workpiece is uniformly heated. This should be a short equalizing step, not a long soak.
4. Austenitizing and Hardening O1 Tool Steel
Austenitizing is the main hardening stage. O1 is usually heated to 1450-1500°F / 788-816°C before oil quenching.
The lower end of this range is generally safer when toughness and dimensional control are important. The upper end may increase hardness and wear resistance, but overheating or excessive soaking can increase retained austenite, reduce dimensional stability, and create lower-than-expected hardness after quenching.
The part should be soaked only long enough for the section to reach a uniform temperature. Underheating can cause incomplete hardening. Overheating can cause unstable hardness, distortion, or brittleness.
5. Oil Quenching O1 Tool Steel
O1 must be quenched in oil to reach full hardness. The oil should be warm and properly agitated. Still oil can create a vapor blanket around the hot part, slowing local cooling and causing soft spots.
A practical quench oil temperature range is about 75-140°F (25-60°C), depending on the oil and shop practice. After quenching, remove the workpiece from the oil when it reaches approximately 125-200°F (52-93°C).
The part should be tempered while still warm. Delayed tempering is one of the most common causes of cracking in hardened O1.
6. Tempering O1 Tool Steel
Tempering reduces the stress and brittleness of freshly quenched martensite. It also sets the final working hardness.
For most O1 cold-work tools, tempering is typically performed between 300°F and 500°F (149-260°C). A common reference temperature is 350°F (177°C), which typically yields about 62-63 HRC after proper hardening.
A common soak rule is 2 hours per inch of section thickness. Single tempering is often used for O1, but double tempering can be used when better stability or stress relief is required. If double tempering is used, the tool should cool to room temperature between cycles.
O1 Tool Steel Tempering Chart
O1 hardness decreases as tempering temperature increases. The following values are typical expected hardness levels after proper austenitizing and oil quenching.
| Tempering Temperature °F | Tempering Temperature °C | Expected Hardness HRC |
|---|---|---|
| As quenched | As quenched | 64-65 HRC |
| 300°F | 149°C | About 63 HRC |
| 350°F | 177°C | About 62-63 HRC |
| 400°F | 204°C | About 62 HRC |
| 500°F | 260°C | About 60 HRC |
| 600°F | 316°C | About 57 HRC |
| 700°F | 371°C | About 53 HRC |
| 800°F | 427°C | About 50 HRC |
| 900°F | 482°C | About 47 HRC |
O1 Tool Steel Hardness After Heat Treatment
O1 usually reaches about 64-65 HRC immediately after oil quenching. This as-quenched condition is too brittle for service and must be tempered.
After tempering, the typical working hardness is about 57-63 HRC. The final value depends mainly on tempering temperature, section size, austenitizing control, and quench effectiveness.
| Heat Treatment Condition | Typical Hardness |
|---|---|
| As quenched, before tempering | 64-65 HRC |
| Tempered at 300°F / 149°C | About 63 HRC |
| Tempered at 350°F / 177°C | About 62-63 HRC |
| Tempered at 500°F / 260°C | About 60 HRC |
| Tempered at 600°F / 316°C | About 57 HRC |
O1 hardens well in small and moderate sections. Very large sections may not cool fast enough at the core, so the center hardness can be lower than the surface hardness.
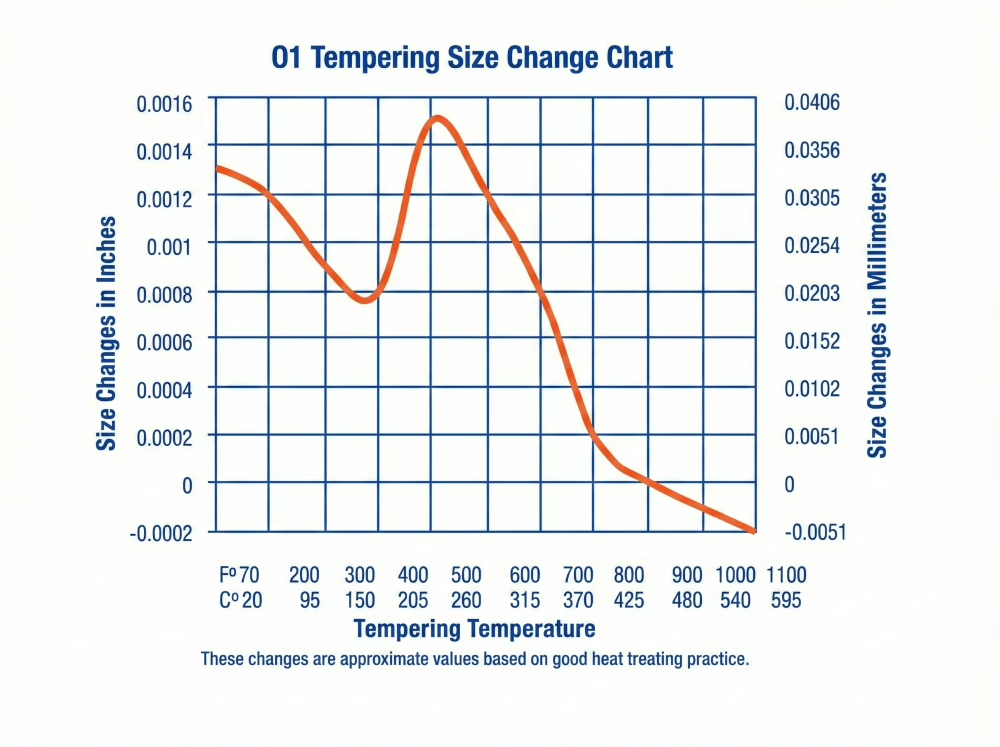
O1 Heat Treatment Size Change and Distortion Control
O1 tool steel changes size during heat treatment because its microstructure transforms from the annealed condition into martensite during oil quenching. A practical expected expansion value is about 0.0015 in/in, or approximately 0.15 mm over 100 mm.
This value should only be used as a reference. Actual dimensional change depends on austenitizing temperature, soaking control, quenching speed, oil agitation, section size, and tempering temperature. If the steel is overheated or held too long at hardening temperature, dimensional change after quenching and tempering may become less predictable.
Distortion during O1 heat treatment is mainly caused by uneven heating, uneven cooling, and non-uniform martensitic transformation during oil quenching. Because O1 requires a liquid quench, it is more sensitive to quenching stress than air-hardening grades such as A2.
| Heat Treatment Factor | Possible Result | Control Method |
|---|---|---|
| Uneven heating before austenitizing | Temperature difference between surface and core | Use proper preheating before hardening |
| Excessive austenitizing temperature | Less predictable dimensional change | Stay within the recommended hardening range |
| Excessive soaking time | Increased dimensional instability | Soak only long enough for uniform heating |
| Uneven oil cooling | Warping, bending, or local hardness variation | Use warm, properly agitated quench oil |
| Improper tempering temperature | Hardness and size change outside target range | Select tempering temperature according to required hardness |
The goal is not to eliminate dimensional change completely, but to make it predictable. For precision O1 tools, final machining or grinding allowance should be planned before heat treatment.
Common O1 Tool Steel Heat Treatment Problems
Most O1 heat-treatment problems stem from improper temperature control, poor oil quenching, delayed tempering, decarburization, or unsuitable part geometry.
| Problem | Cause | Result | Prevention |
|---|---|---|---|
| Quench cracking | Sharp corners, high stress, delayed tempering | Cracks during or after quenching | Improve design, stress relieve, temper immediately |
| Decarburization | Heating in oxidizing atmosphere | Soft surface after hardening | Use vacuum, protective atmosphere, salt bath, or surface protection |
| Low hardness | Underheating, weak quench, overheating, retained austenite | Tool does not reach target hardness | Control austenitizing temperature and quench conditions |
| Soft spots | Poor oil agitation, vapor blanket, surface scale | Local non-uniform hardness | Clean the part and use agitated oil |
| Excessive distortion | Machining stress, uneven sections, poor quench control | Warping or bending | Stress relieve, preheat, improve tool geometry |
| Over-tempering | Tempering too hot or grinding burn | Hardness loss | Control tempering and grinding temperature |
| Under-tempering | Too low temperature or insufficient soak | Brittleness and early cracking | Temper immediately and soak long enough |
Quench cracking is often blamed on the material, but in many cases the real cause is tool geometry, machining stress, quench severity, or delayed tempering. O1 should be treated carefully when the part has sharp corners, thin webs, blind holes, or large section differences.
Decarburization is also important because a carbon-depleted surface cannot harden properly. A soft surface layer reduces wear resistance and may create uneven transformation between the surface and core.
O1 Tool Steel Heat Treatment for Cold-Work Tooling Applications
O1 is used in cold-work tooling when the tool requires high hardness, good machinability prior to hardening, and reasonable dimensional control after oil quenching. Typical applications include punches, blanking dies, forming dies, trimming dies, gauges, bushings, arbors, broaches, taps, reamers, threading dies, and slitting cutters.
For these tools, heat treatment usually focuses on three points: achieving full hardness during oil quenching, tempering to maintain wear resistance, and controlling distortion so the tool remains usable after hardening.
| Tooling Requirement | Heat Treatment Focus |
|---|---|
| Cutting edge retention | Use lower tempering temperature to keep high hardness |
| Punching and blanking | Balance hardness with toughness to reduce chipping |
| Gauges and precision tools | Control size change and distortion |
| Heavily machined tools | Stress relieve before hardening |
| Complex tool geometry | Reduce stress concentration and quench cracking risk |
O1 is not ideal for every cold-work tool. For very long production runs or severe abrasive wear, D2 may offer better wear resistance. For complex tools that require greater dimensional stability during hardening, A2 may be safer. For tools exposed to elevated service temperatures, O1 can lose hardness due to its limited resistance to softening.
Aobo Steel does not provide final heat treatment service. This guide is provided as a technical reference for customers who purchase O1 tool steel and need to understand hardening, oil quenching, tempering, hardness control, and dimensional changes.
Need O1 Tool Steel for Cold-Work Tooling?
Aobo Steel supplies O1 / 1.2510 / SKS3 tool steel round bar and flat bar in annealed condition for bulk industrial orders. Send your required size, quantity, tolerance, and application.