

440C STAINLESS STEEL | 1.4125 | SUS440C Supplier for Bulk Orders
1.4125 / SUS440C Round Bar & Plate | MOQ 5 Tons | Export Mill Length 2–5.5m
440C stainless steel is a high-carbon, high-chromium martensitic stainless steel. It belongs to the 400 series of stainless steels, which are generally magnetic. In the medical field, 440C steel is widely used for manufacturing surgical knives and other medical instruments. It is also used in industry to manufacture corrosion-resistant plastic and rubber molds.
440C Stainless Steel Supply Overview
| Grade | 440C STAINLESS STEEL | 1.4125 | SUS440C |
| Delivery Condition | Fully Annealed (Soft Condition for Machining) |
| Available Forms | Round Bar / Flat Bar / Plate / Forged Block |
| Monthly Production Capacity | Approx. 1000 metric tons |
| Recommended Export Quantity | Full 20GP container (~26 tons) |
| MOQ | 5 tons |
| Lead Time (With Ingot Stock) | Approx. 20 days |
| Lead Time (Fresh Melt) | 30–45 days |
| Lead Time (ESR Grade) | Approx. 60 days |
| Inspection | In-house UT team + Third-party inspection available |
| Documentation | MTC (EN 10204 3.1) + UT Report |
Why Global Distributors Source 440C from Aobo Steel
- Continuous monthly supply of around 1000 tons
- MOQ from 5 tons for wholesale orders
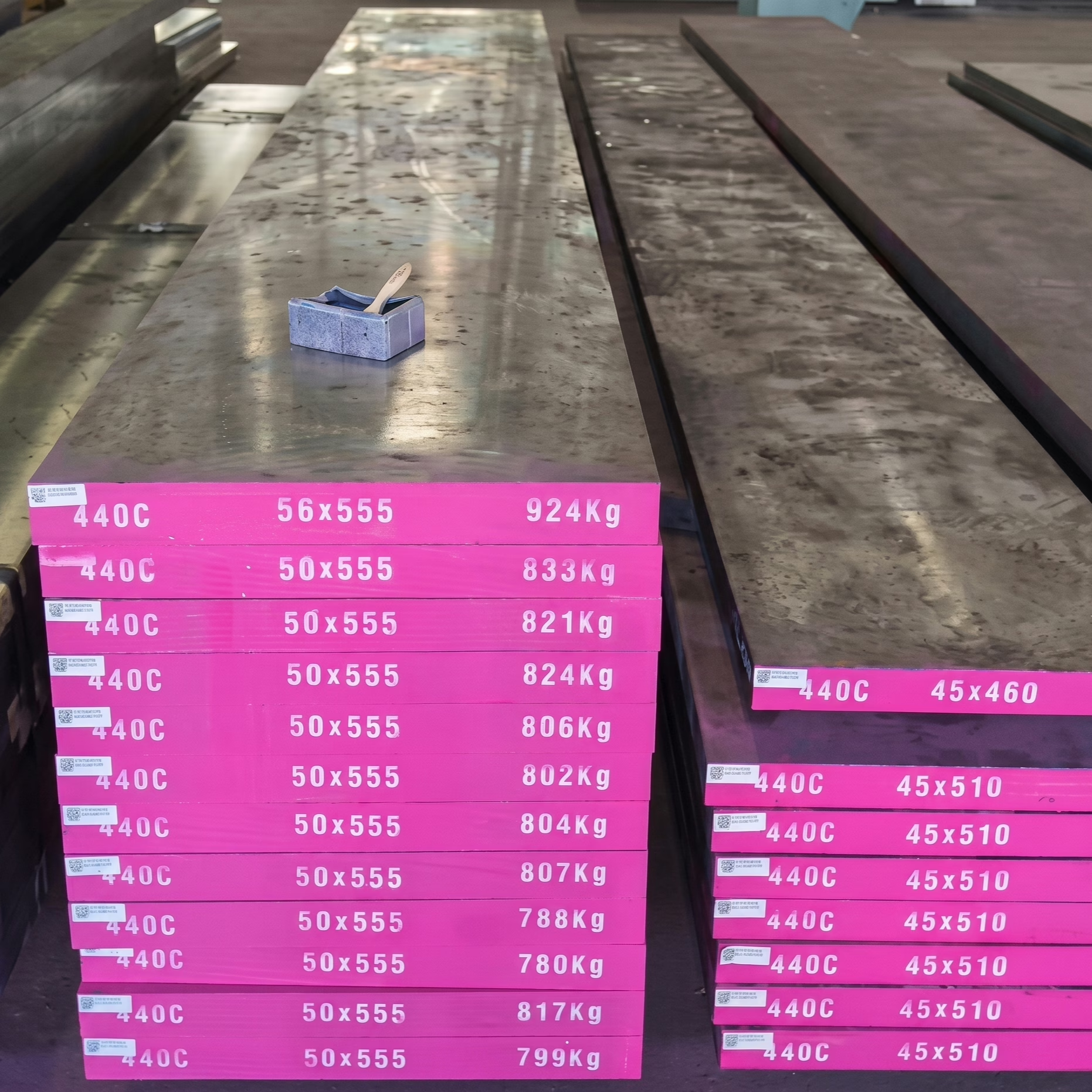
- Container-optimized bar and plate lengths
- Mixed sizes are supported for export loading
- Annealed delivery for downstream machining
- Stable sourcing through integrated supply chain partners
- UT inspection available to SEP 1921-82 D/d or E/e
- MTC and batch traceability with each shipment
- Heat number tracking for order control
- Black, turned, and polished surface options
- Bulk export packing for sea shipment
- Clear conversion path to the dedicated bulk supply page
Stable Production for Long-Term Bulk Supply
- Continuous production cycles for inventory replenishment
- ESR (Electro-Slag Remelting) is available upon request
- Stable alloy sourcing to reduce supply interruption risk
- Full batch traceability linked to the original heat number

Available 440C Stainless Steel Forms

Quality Control for Bulk Orders
Every batch of tool steel supplied by Aobo Steel is verified before shipment to ensure grade accuracy, internal soundness, and traceability for bulk orders.
- Chemical composition verified by a spectrometer
- Ultrasonic testing available (SEP 1921-82)
- Delivered in spheroidized annealed condition
- Mill Test Certificate (EN 10204 3.1) with heat number
- Dimensional and surface inspection before shipment
Export Packaging and Container Loading
- Professional seaworthy export packing
- 20GP loading optimized up to ~26 tons
- Mixed grades and mixed sizes supported
- Anti-rust protection for long sea transit
For international shipments, full-container loading is strongly recommended to ensure cost efficiency and smoother customs processing.

1. Applications
- Cutting Tools
- Bearings
- Plastic Mold Materials
- Valve Parts
- Gears, Shafts, Cams
- Surgical and Dental Instruments
- Springs
- Medical Applications
- Wear-Resistant Applications
- Automotive Industry
- Hardware
2. 440C Stainless Steel Composition
| Carbon (C) | Chromium (Cr) | Manganese (Mn) | Silicon (Si) | Molybdenum (Mo) | Phosphorus (P) | Sulfur (S) |
| 0.95 – 1.20 | 16.0 – 18.0 | 1.00 max | 1.00 max | 0.75 max | 0.040 max | 0.030 max |
3. 440C Stainless Steel Properties
3.1 Mechanical Properties
| Condition/Type | Tensile Strength (ksi/MPa) | Yield Strength (0.2% Offset) (ksi/MPa) | Elongation in 2″ / 50mm (%) |
|---|---|---|---|
| Annealed | 110 ksi (758 MPa) (Min 110 ksi / 758 MPa for bar) | 65 ksi (448 MPa) (Min 65 ksi / 448 MPa for bar) | 14% (Min 14% for bar) |
| Heat Treated / Hardened | 285 ksi (1965 MPa) | 275 ksi (1896 MPa) | 2% |
| Cold Finished Bar | Minimum 125 ksi (862 MPa) | Minimum 100 ksi (689 MPa) | Minimum 7% |
| Annealed Wire | Minimum 140 ksi (965 MPa) | – | Minimum 13% |
| Cold Heading Wire | Typical 110 ksi (760 MPa) | – | – |
| Lightly Drafted Wire | Typical 120 ksi (830 MPa) | – | – |
| MIM (Metal Injection Molded) 440C | 876 MPa (after heat treatment) | – | – |
3.2 Physical & Thermal Properties
| Property | Value |
|---|---|
| Toughness (Heat Treated) | 5 ft-lb |
| Modulus of Elasticity | 29 x 10^6 psi (Approx. 200 GPa) |
| Specific Heat (32-212°F) | 0.11 Btu/lb·°F |
| Density | Approx. 0.29 lb/in^3 (8.02 g/cm^3) |
| Thermal Conductivity (20°C) | 29.3 W/(m·K) |
| Coefficient of Linear Thermal Expansion | Approx. 10.5 x 10^-6 K^-1 (Over ranges: 20-100°C, 20-200°C, 20-300°C, 20-500°C) |
Interested in 440C stainless steel? Please fill out the form below to contact us today!
4. Heat treatment
The heat treating of 440C stainless steel, like other martensitic stainless steels, typically involves austenitizing, quenching, and tempering. The process aims to transform the steel into a martensitic microstructure, which is then tempered to optimize its balance of hardness, strength, ductility, and corrosion resistance.
4.1 Austenitizing(hardening)
The austenitizing temperature is 925 to 1065 °C (1700 to 1950 °F). We recommend 1038°C (1900°F) because we believe it provides the best hardness and corrosion resistance. Additionally, we suggest preheating the material to 650°C (1200°F) before this step to minimize distortion, warping, or cracking from high thermal gradients during rapid heating or quenching. Soaking time should be sufficient to ensure carbides dissolve into the austenite, which can be slower than in plain carbon steels due to the presence of chromium.
4.2 Quenching
Following austenitizing, 440C steel is typically quenched in air or oil. Oil quenching at temperatures such as 1038°C (1900°F) or 1040°C (1900°F) is a common choice. After quenching, the steel transforms into martensite, a hard yet brittle structure.
4.3 Tempering
The step following quenching is tempering, which aims to reduce hardness, enhance toughness and ductility, and relieve internal stress.
The tempering temperature is 392°F to 662°F (200°C to 350°C). Different tempering temperatures result in varying hardness levels, as follows:
| Temperature (°C) | Temperature (°F) | Hardness (HRC) |
| 150 | 300 | 60 |
| 315 | 600 | 57 |
| 425 | 800 | 58 |
| 480 | 900 | 57 |
| 540 | 1000 | 55 |
It should be noted that tempering 440C stainless steel and similar high-carbon martensitic stainless steels in the range of 427 °C to 566 °C (800 °F to 1050 °F) will result in temper brittleness and reduced impact strength and corrosion resistance.
If tempering outside the aforementioned temperature range is necessary to enhance toughness, we recommend a tempering temperature of 593°C (1100°F) or higher. Tempering at this temperature improves impact strength and corrosion resistance but sacrifices some hardness.
4.4 Special Considerations in 440C Steel Heat Treatment
- Preheating: Before the main hardening(austenitizing) process, we suggest preheating 440C stainless steel to approximately 650°C (1200°F). This helps to ensure a more uniform temperature distribution and minimize thermal shock during the subsequent austenitizing stage.
- Slow Cooling After Forging: For high-carbon steels such as 440C, we recommend slow cooling after forging, or intermittent cooling, which involves cooling to 150-250°C, reheating to approximately 650°C, and then final cooling. This helps prevent cracking and the formation of grain boundary carbides.
- Managing Retained Austenite: As-quenched 440C steel can sometimes contain a significant amount of retained austenite (potentially 20-30% by volume). If not addressed, this retained austenite can transform spontaneously over time, leading to dimensional changes and an increased risk of cracking. Performing a subzero cold treatment after quenching can effectively transform this retained austenite into untempered martensite. This cold treatment must be followed by at least one standard tempering cycle to temper the newly formed martensite and relieve internal stresses.
- Post-Weld Heat Treatment (PWHT): For welded 440C components, PWHT is almost always necessary. This treatment serves to temper the martensite formed in the weld and heat-affected zone and to relieve residual stresses. The PWHT temperature range for 440C is 480°C to 750°C (895°F to 1380°F).
5. Equivalent Grades
- DIN EN (Europe): 1.4125 (X105CrMo17)
- JIS (Japan): SUS440C
- ISO: X105CrMo17
- GB (China): 9Cr18Mo or 95Cr18