
Guia de Tratamento Térmico de Aço para Ferramentas D2
O aço ferramenta D2 geralmente é tratado termicamente por pré-aquecimento a 649–677 °C (1200–1250 °F), austenitização a 980–1025 °C (1795–1875 °F), têmpera em ar, gás, óleo ou banho de sal, dependendo da dimensão da seção transversal, e revenimento duplo a 480–515 °C (900–960 °F). Em muitas aplicações de ferramentas para trabalho a frio, esse processo produz uma dureza de cerca de 58–60 HRC, ao mesmo tempo que melhora a estabilidade dimensional e reduz o risco de austenita retida, trincas e distorções.
Como o D2 é um aço ferramenta de alta dureza ao ar, com alto teor de carbono e cromo, o tratamento térmico deve ser controlado em relação à temperatura, tempo de permanência, dimensões da seção transversal, método de têmpera e estratégia de revenido. Um punção pequeno, um bloco de matriz grande e um calibrador de precisão nem sempre podem ser usados no mesmo processo. Este guia explica a sequência prática de tratamento térmico do D2, incluindo pré-aquecimento, austenitização, têmpera, tratamento criogênico opcional, revenido, seleção de dureza, riscos relacionados às dimensões da seção transversal e falhas comuns no tratamento térmico.

Os resultados do tratamento térmico sempre dependem da matéria-prima. A Aobo Steel fornece aço D2 / 1.2379 / SKD11 recozido para distribuidores, revendedores e importadores, com certificados de fábrica e inspeção dimensional antes de cada embarque. Barras redondas e chapas, pedido mínimo de 5 toneladas.
Tabela de parâmetros rápidos para tratamento térmico D2
| Etapa | Faixa recomendada | Finalidade |
|---|---|---|
| Pré-aquecimento | 1200–1250°F / 649–677°C | Reduzir o risco de choque térmico e fissuras |
| Austenitização | 1795–1875°F / 980–1025°C | Formam austenita e dissolvem carbonetos de liga. |
| Resfriamento | Banho de ar, gás, óleo ou sal, dependendo do tamanho da seção. | Endurecer o aço com distorção controlada. |
| Tratamento criogênico opcional | até -196°C | Reduzir a austenita retida e melhorar a estabilidade dimensional. |
| Têmpera | 900–960°F / 480–515°C, têmpera dupla | Melhorar a estabilidade e atingir cerca de 58–60 HRC. |
Como realizar o tratamento térmico do D2 – Passo a passo
O tratamento térmico D2 inclui cinco etapas principais: pré-aquecimento, austenitização, têmpera, tratamento criogênico opcional e revenido. Cada etapa afeta a dureza final, a alteração dimensional, a austenita retida e o risco de fissuração.
Os parâmetros abaixo são faixas de referência práticas. Os ajustes finais do tratamento térmico devem ser feitos de acordo com a capacidade do forno, a espessura da seção, a geometria da peça e a dureza de trabalho necessária.
Etapa 1: Pré-aquecimento do aço ferramenta D2
O pré-aquecimento reduz o choque térmico quando o D2 é aquecido até a temperatura de endurecimento. Isso é importante porque o D2 tem uma condutividade térmica relativamente baixa. Se a superfície aquecer muito mais rápido que o núcleo, a tensão interna pode causar distorção ou fissuras.
A temperatura típica de pré-aquecimento é de 649–677 °C (1200–1250 °F). A peça deve ser mantida nessa temperatura até que a seção transversal esteja aquecida uniformemente. Seções espessas requerem um tempo de equalização maior do que peças finas.
O aço D2 deve ser aquecido em um forno a vácuo, um forno de atmosfera controlada, um banho de sal neutro ou sob folha de aço inoxidável. Sem proteção superficial, a oxidação e a descarbonetação podem reduzir a dureza superficial e a resistência ao desgaste após o endurecimento.
Etapa 2: Austenitização e têmpera do aço D2
Após o pré-aquecimento, a temperatura D2 é elevada até a temperatura de austenitização. A faixa típica é de 980–1025 °C (1795–1875 °F), sendo 1010 °C (1850 °F) frequentemente utilizada como referência prática.
O tempo de imersão deve começar somente depois que toda a seção atingir a temperatura desejada. Uma referência comum é de 45 a 60 minutos por polegada de espessura, ajustada pela carga do forno, seção transversal e geometria da ferramenta.
Temperaturas muito baixas ou tempos de imersão muito curtos podem resultar em carbonetos insuficientemente dissolvidos, reduzindo a dureza e a resistência ao desgaste. Temperaturas muito altas ou tempos de imersão muito longos podem aumentar a austenita retida, o crescimento de grãos, a fragilidade e o risco de fissuração.
Para obter detalhes sobre a seleção de temperatura, incluindo como 980 °C, 1010 °C e 1025 °C afetam a dissolução de carbonetos, a austenita retida e a dureza, consulte o temperatura de austenitização D2 guia.
Etapa 3: Têmpera do aço ferramenta D2
O aço D2 é um aço ferramenta de têmpera ao ar. O resfriamento controlado ao ar ou a têmpera a gás são frequentemente preferidos, pois reduzem a distorção em comparação com a têmpera líquida severa.
Para seções maiores ou geometrias especiais, pode-se utilizar têmpera em banho de sal ou em óleo. Esses métodos podem aumentar a velocidade de resfriamento, mas também aumentam a tensão térmica e o risco de fissuras. O método de têmpera deve ser selecionado com base no tamanho da seção e na dureza necessária, e não por hábito rotineiro.
Após a têmpera, a ferramenta deve normalmente arrefecer até cerca de 50–66 °C (120–150 °F) antes do revenimento. Nesta fase, o aço está duro, mas sob elevada tensão. O revenimento deve começar imediatamente.
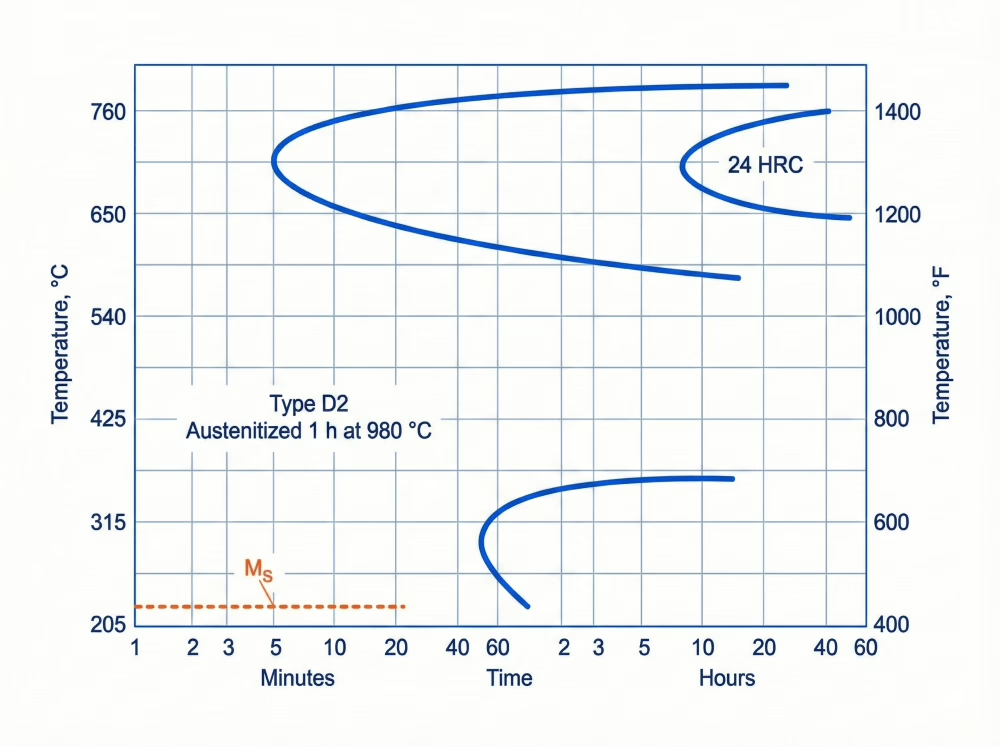
Fonte: Tool Steels, George Adam Roberts, George Krauss, Richard Kennedy, p. 206, Fig. 12-3.
Etapa 4: Tratamento criogênico opcional para aço ferramenta D2
O tratamento criogênico é opcional. Ele é usado principalmente quando a estabilidade dimensional, o controle da austenita retida e a consistência do desgaste são críticos. É mais relevante para matrizes de precisão, punções, calibradores, ferramentas de corte e ferramentas de alto desgaste do que para peças de uso geral.
O tratamento criogênico profundo pode resfriar o D2 até aproximadamente -196°C. O D2 endurecido não deve ser submetido a resfriamentos repentinos e descontrolados, pois mudanças rápidas de temperatura podem aumentar o risco de fissuras.
O tratamento criogênico pode ser realizado após a têmpera e antes do revenido, ou entre os ciclos de revenido, dependendo da prática de tratamento térmico. Se for realizado após a têmpera, o revenido deve ser feito assim que a peça retornar à temperatura ambiente. A martensita recém-transformada é altamente tensionada e precisa ser revenida.
Etapa 5: Têmpera do aço ferramenta D2
O revenimento é necessário após o endurecimento em D2. O aço D2, após têmpera, é duro, porém quebradiço. O revenimento reduz a tensão interna, melhora a tenacidade, estabiliza a microestrutura e ajuda a controlar a austenita retida.
Normalmente, recomenda-se o revenimento duplo para o aço D2. O revenimento triplo pode ser utilizado em ferramentas críticas ou quando o controle da austenita retida for especialmente importante. A peça deve retornar à temperatura ambiente entre os ciclos de revenimento.
| Estratégia de Temperagem | Temperatura típica | Resultado esperado | Melhor utilizado quando |
|---|---|---|---|
| Revenimento a baixa temperatura | Aproximadamente 400°F / 205°C | Cerca de 60 a 62 HRC | A dureza máxima é mais importante do que a estabilidade dimensional. |
| têmpera dupla em alta temperatura | 900–960°F / 480–515°C | Aproximadamente 58–60 HRC | A estabilidade dimensional, o alívio de tensões e o controle da austenita retida são importantes. |
Para a maioria das ferramentas industriais de aço D2, a têmpera dupla em alta temperatura, entre 480 e 515 °C (900–960 °F), proporciona um equilíbrio mais seguro entre dureza, resistência ao desgaste, estabilidade e resistência a fissuras.
Tabela de temperatura de revenido e dureza D2
A dureza final depende da temperatura de austenitização, do método de têmpera, da temperatura de revenido, do número de ciclos de revenido, da dimensão da seção transversal e se foi utilizado tratamento criogênico.
| Temperatura de têmpera | Condição típica | Dureza esperada |
|---|---|---|
| Como extinto | Endurecimento padrão | Aproximadamente 64 HRC |
| 300°F / 150°C | Tempera de baixa temperatura | Aproximadamente 62 HRC |
| 400°F / 205°C | Tempera de baixa temperatura | Aproximadamente 61 HRC |
| 500°F / 260°C | Temperado | Cerca de 60 HRC |
| 600°F / 315°C | Temperado | Cerca de 59 HRC |
| 700°F / 370°C | Temperado | Aproximadamente 58 HRC |
| 800°F / 425°C | Temperado | Aproximadamente 58 HRC |
| 900°F / 480°C | Tempera de alta temperatura | Aproximadamente 58 HRC |
| 960°F / 515°C | Tempera de alta temperatura | Cerca de 58 a 60 HRC, dependendo da prática. |
| 1000°F / 540°C | Tempera de alta temperatura | Aproximadamente 55 HRC |
Este gráfico é apenas uma referência, não um resultado garantido. A dureza real depende do controle do forno, da taxa de resfriamento, da espessura da seção e da condição original do material.
Principais estratégias de têmpera para o aço ferramenta D2
A temperatura de revenido deve ser selecionada de acordo com o risco de falha da ferramenta. Se o principal risco for o desgaste abrasivo e a ferramenta tiver carga de impacto limitada, o revenido a baixa temperatura pode ser usado para manter uma dureza mais elevada. Se os principais riscos forem trincas, alterações dimensionais, austenita retida ou desempenho inconsistente na produção, o revenido duplo a alta temperatura geralmente é mais seguro.
O revenido a baixa temperatura, em torno de 205 °C (400 °F), pode produzir uma dureza de aproximadamente 60–62 HRC. Isso é útil quando se requer máxima dureza e resistência à abrasão. A limitação é que o controle da austenita retida e a estabilidade dimensional podem ser menores do que com o revenido duplo a alta temperatura.
O revenimento duplo em alta temperatura, entre 480 e 515 °C (900–960 °F), normalmente resulta em uma dureza de 58–60 HRC. Embora a dureza possa ser menor, a ferramenta geralmente apresenta melhor alívio de tensões, estabilidade e confiabilidade em serviço. Para muitas matrizes, punções, cortadores e ferramentas de precisão para trabalho a frio, essa faixa de dureza de trabalho é mais prática do que buscar o valor de HRC mais alto possível.
Caso a ferramenta D2 venha a receber posteriormente nitretação, revestimento PVD ou outro tratamento superficial de alta temperatura, a temperatura de revenido deve ser selecionada levando-se em consideração a temperatura do revestimento. O aço do núcleo deve normalmente ser revenido acima da temperatura do revestimento posterior para evitar perda inesperada de dureza.
Dureza alvo para diferentes aplicações de ferramentas D2
A dureza de trabalho prática do aço ferramenta D2 é geralmente selecionada entre 56 HRC e 62 HRC. Uma dureza maior pode melhorar a resistência ao desgaste, mas também aumenta o risco de lascamento e fissuras.
| Aplicativo | Dureza típica do alvo | Lógica de Seleção |
|---|---|---|
| Matrizes de corte de longo prazo | 58–62 HRC | Equilibre o desgaste das bordas e o risco de rachaduras. |
| Punções de bloqueio | 58–62 HRC | Manter a resistência ao desgaste e, ao mesmo tempo, reduzir o risco de quebra. |
| Matrizes de conformação e dobra | 58–60 HRC | Melhora a resistência e reduz o lascamento. |
| Cortadores de fenda e lâminas de cisalhamento | 58–61 HRC | Manter a retenção da aresta de corte sob abrasão. |
| Ferramentas de extrusão a frio | 58–62 HRC | Equilibrar resistência à compressão, tenacidade e desgaste. |
| Medidores e ferramentas de medição | 58–60 HRC | Priorize a estabilidade dimensional e a resistência ao desgaste. |
| Matrizes de laminação de roscas | 58–60 HRC | Manter a resistência ao desgaste superficial e a resistência à compressão. |
| Pequenos insertos abrasivos de plástico para moldes | 58–60 HRC | Utilizar quando for necessária resistência à abrasão. |
Para ferramentas sensíveis a impactos, a dureza máxima nem sempre é a melhor escolha. Uma dureza ligeiramente menor, com melhor tenacidade e estabilidade, pode proporcionar uma vida útil mais longa do que uma dureza maior, que acarreta o risco de fissuras.
Tamanho da seção e risco de tratamento térmico
A dimensão da seção transversal afeta significativamente o tratamento térmico D2. Seções espessas aquecem e esfriam mais lentamente do que seções finas. Cantos vivos, furos cegos e mudanças bruscas de espessura aumentam a distorção e o risco de fissuras.
Ferramentas grandes de D2 devem ser aquecidas lenta e uniformemente. Se a superfície atingir a temperatura de endurecimento enquanto o núcleo permanecer muito mais frio, a tensão interna pode se tornar severa. É por isso que o pré-aquecimento é especialmente importante para blocos grandes e ferramentas complexas.
Durante o processo de têmpera, seções finas resfriam e se transformam mais rapidamente do que seções espessas. Essa transformação desigual pode criar tensões internas próximas a cantos vivos e mudanças abruptas na seção transversal. Um bom projeto de ferramenta deve minimizar cantos internos vivos e evitar variações desnecessárias na espessura.
Para seções muito grandes, o resfriamento a ar pode não resfriar o núcleo com rapidez suficiente para atingir a dureza necessária. Um resfriamento mais agressivo pode ser necessário, mas uma têmpera mais intensa também aumenta o risco de trincas. Portanto, ferramentas D2 de grandes dimensões exigem ajustes no processo, em vez de um único programa fixo de tratamento térmico.
O tempo de revenimento também depende da dimensão da peça. Uma referência comum é de pelo menos 2 horas por polegada (25 mm) de espessura, com resfriamento à temperatura ambiente entre os ciclos de revenimento.
Problemas comuns no tratamento térmico D2
1. Superaquecimento
O superaquecimento ocorre quando o aço D2 é austenitizado acima da faixa recomendada ou mantido nessa condição por tempo excessivo. Isso pode causar o crescimento de grãos, excesso de austenita retida, fragilidade, baixa dureza e aumento do risco de fissuras.
A solução é controlar a temperatura de austenitização e o tempo de permanência com base no tamanho da seção.
2. Subaquecimento
O subaquecimento ocorre quando a temperatura de austenitização é muito baixa ou o tempo de permanência nessa temperatura é muito curto. Os carbonetos da liga podem não se dissolver completamente e o aço pode não atingir a dureza esperada após o resfriamento brusco.
Isso geralmente se manifesta como baixa dureza, fraca resistência ao desgaste e desempenho ruim em serviço.
3. Descarbonetação superficial
Se o aço D2 for aquecido sem proteção, a superfície pode perder carbono durante a austenitização. Uma superfície descarbonetada pode permanecer macia após o endurecimento, reduzindo a resistência ao desgaste e aumentando o risco de distorção.
O tratamento térmico a vácuo, o tratamento térmico em atmosfera controlada, o banho de sal neutro ou o envolvimento em folha de aço inoxidável podem reduzir esse problema.
4. Têmpera Retardada
O aço D2 deve ser revenido imediatamente após a têmpera, quando atingir uma temperatura de aproximadamente 50–66 °C (120–150 °F). O aço D2 recém-temperado contém martensita altamente tensionada e pode trincar se o revenido for atrasado.
Deixar o aço D2 endurecido sem revenimento durante a noite é arriscado, especialmente para ferramentas complexas e seções espessas.
5. Temperatura de têmpera inadequada
O aço D2 pode ser temperado a baixas temperaturas para obter alta dureza ou a temperaturas mais altas para maior estabilidade. A temperatura de têmpera deve ser adequada à aplicação.
Para muitas ferramentas industriais, a têmpera dupla a 480–515 °C (900–960 °F) é mais confiável do que uma única têmpera a baixa temperatura.
6. Trincas por têmpera induzidas pelo projeto
Algumas ferramentas D2 trincam devido à geometria, e não à qualidade do aço. Cantos internos vivos, marcas profundas, furos cegos, paredes finas adjacentes a seções espessas e mudanças repentinas na seção transversal aumentam o risco de trincas.
Sempre que possível, os cantos vivos devem ser arredondados, as mudanças de seção devem ser reduzidas e as ferramentas complexas devem ser projetadas levando em consideração o tratamento térmico.
7. Danos por retificação após tratamento térmico
O aço D2 possui alta resistência ao desgaste, portanto, o desbaste agressivo pode gerar calor localizado. Isso pode amolecer a superfície, causar queimaduras por desbaste ou criar fissuras superficiais superficiais.
Após o endurecimento, o aço D2 deve ser retificado com passes leves, fluido de corte adequado e remoção controlada de material. Para ferramentas críticas, pode-se considerar um tratamento térmico de alívio de tensões a baixa temperatura após a retificação pesada.
A Aobo Steel fornece aço ferramenta D2 / 1.2379 / SKD11 em condição recozida e não oferece serviços de tratamento térmico final, como têmpera, revenimento, tratamento criogênico ou revenimento.
Os parâmetros de tratamento térmico, os dados de dureza e as recomendações de processo neste guia são fornecidos como referências gerais de suporte técnico para nossos clientes. Os resultados reais do tratamento térmico podem variar dependendo da capacidade do forno, do tamanho da seção transversal, da geometria da ferramenta, da condição do material, das práticas de têmpera e do controle do processo. Os procedimentos finais de tratamento térmico e a validação devem ser realizados pela unidade de tratamento térmico do cliente, de acordo com a aplicação específica da ferramenta e os requisitos de produção.
Precisa de aço ferramenta D2 recozido para projetos de tratamento térmico?
A Aobo Steel fornece barras redondas e chapas D2 / 1.2379 / SKD11 com certificados de fábrica e inspeção dimensional antes do envio.
Perguntas frequentes
O aço ferramenta D2 é normalmente tratado termicamente por pré-aquecimento, austenitização, têmpera e revenido. Um processo típico é o pré-aquecimento até 1200–1250°F / 649–677°C, austenitizando em 1795–1875°F / 980–1025°C, têmpera por ar, gás, óleo ou banho de sal, dependendo do tamanho da seção, e depois revenido duas vezes a 900–960°F / 480–515°C. O tratamento criogênico pode ser adicionado quando a estabilidade dimensional e o controle da austenita retida são críticos.
O aço ferramenta D2 pode atingir cerca de 64 HRC após têmpera. Após o revenimento, a dureza final de trabalho depende da temperatura de revenimento. Um revenimento a baixa temperatura em torno de 400°F / 205°C pode produzir cerca de 61 HRC, enquanto a têmpera dupla em alta temperatura em torno de 900–960°F / 480–515°C geralmente dá cerca de 58–60 HRC com melhor estabilidade dimensional.
O aço D2 é um aço ferramenta de têmpera ao ar, portanto, o resfriamento controlado a ar ou a têmpera a gás são frequentemente preferidos para reduzir o risco de distorção e fissuras. A têmpera em óleo pode ser usada em algumas seções maiores ou casos especiais, mas aumenta o choque térmico. O método de têmpera deve ser selecionado de acordo com o tamanho da seção, a geometria da ferramenta e a dureza necessária.
O tratamento criogênico nem sempre é necessário para o aço ferramenta D2. Ele é utilizado principalmente quando a ferramenta requer melhor estabilidade dimensional, menor teor de austenita retida e desempenho de desgaste mais consistente. Matrizes de precisão, calibradores, punções, ferramentas de corte e ferramentas de alto desgaste podem se beneficiar do tratamento criogênico. Ferramentas de uso geral podem apresentar bom desempenho apenas com um revenimento duplo adequado.
O D2 deve ser revenido imediatamente após a têmpera, quando a peça esfriar até aproximadamente [temperatura em branco]. 120–150°F (50–66 °C). O aço D2 recém-temperado contém martensita altamente tensionada e pode trincar se o revenimento for atrasado. Deixar o aço D2 endurecido sem revenimento durante a noite é arriscado, especialmente para ferramentas complexas ou seções espessas.
Recomenda-se o revenimento duplo porque o aço D2 possui alto teor de liga e pode reter austenita após o resfriamento brusco. O primeiro revenimento reduz a tensão e inicia a estabilização da estrutura. O resfriamento até a temperatura ambiente permite transformação adicional, e o segundo revenimento ajuda a estabilizar a martensita recém-formada. Isso melhora a estabilidade dimensional e reduz o risco de trincas.
Não existe uma temperatura de revenido ideal única para todas as ferramentas de aço D2. Se for necessária dureza máxima, o aço D2 pode ser revenido em torno de 400°F / 205°C. Se a estabilidade dimensional, o controle da austenita retida e a confiabilidade em serviço forem mais importantes, o revenido duplo em alta temperatura 900–960°F (480–515°C) é frequentemente preferido.
O aço D2 pode apresentar fissuras durante o tratamento térmico devido a taxas de aquecimento excessivas, pré-aquecimento inadequado, cantos vivos, espessura irregular da seção transversal, têmpera severa, revenimento tardio ou projeto inadequado da peça. O aço D2 possui alta dureza e alto teor de liga, portanto, as tensões durante o tratamento térmico devem ser cuidadosamente controladas.
A baixa dureza pode ser causada por temperatura de austenitização insuficiente, tempo de permanência curto, resfriamento lento em grandes seções, descarbonetação superficial ou revenimento inadequado. Toda a seção transversal deve atingir a temperatura de austenitização correta, e o processo de têmpera e revenimento deve ser adequado ao tamanho da seção.
Sim. A dimensão da seção transversal afeta significativamente o aquecimento, a permanência na temperatura, a têmpera e o revenimento. Seções espessas aquecem e resfriam mais lentamente do que seções finas. Peças grandes em aço D2 podem necessitar de um tempo de equalização maior e de uma seleção cuidadosa do processo de têmpera. Mudanças bruscas de seção transversal, cantos vivos e furos cegos também aumentam o risco de distorção e fissuras.
Sim, o aço D2 é geralmente usinado em desbaste após recozimento e, em seguida, tratado termicamente. No entanto, usinagem pesada pode introduzir tensões residuais, portanto, o alívio de tensões antes da têmpera pode ser considerado para peças grandes ou complexas. O retificação final deve ser cuidadosamente controlada após a têmpera para evitar queimaduras de retificação ou trincas superficiais.
Não. A Aobo Steel fornece. Aço ferramenta D2 / 1.2379 / SKD11 Em condição recozida, principalmente em barras redondas e barras planas para grandes encomendas industriais. O endurecimento final, têmpera, tratamento criogênico e revenimento devem ser realizados pela empresa de tratamento térmico local do cliente.