A2 Takım Çelikleri Teknik Genel Bakış
A2 çeliği genel amaçlı, hava sertleştirmeli bir takım çeliğidir. Aşınma direnci, tokluk ve süneklik arasında iyi bir dengeye sahip olmasıyla bilinir. A2, darbeye dayanıklı "S" serisi çeliklerden daha fazla aşınma direnci ve aşınmaya dayanıklı "D" serisinden daha iyi tokluk ve süneklik sunar. Kimyasal olarak, genellikle karbon, molibden, krom ve vanadyum içerir. A2 çeliğinin temel bir özelliği, ısıl işlem sırasında nispeten düşük bozulma ile boyut kararlılığıdır. Bu özellikler nedeniyle, çeşitli takım uygulamalarında yaygın olarak kullanılır.

1. A2 takım çeliğinin kimyasal bileşimi
| Element | Karbon (C) | Krom (Cr) | Molibden (Mo) | Vanadyum (V) | Manganez (Mn) | Silisyum (Si) | Fosfor (P) | Sülfür (S) |
| Yüzde (%) | 0,95 – 1,05 | 4.75 – 5.50 | 0,90 – 1,40 | 0,15 – 0,50 | 0,40 – 1,00 | 0,30 – 0,90 | ≤ 0,03 | ≤ 0,03 |
2. A2 çelik mekanik özellikleri
| Mülkiyet | Detaylar |
Sertlik | |
| – Söndürülmüş | 63 HRC |
| – 300 °F (150 °C) sıcaklıkta temperlenmiştir | 62 HRC |
| – Normal çalışma sertliği | 58–60 HRC (1775 °F / 968 °C'den hava ile söndürüldükten sonra) |
| – Tavlama davranışı | Sertlik, artan temperleme sıcaklığıyla azalır; düz karbon ve O2 çeliklerine kıyasla yumuşamaya karşı iyi direnç gösterir |
Kuvvet | |
| – Burulma dayanımı | 150 °C'de (300 °F) temperlemeden sonra zirveler; temperlenmiş koşullar boyunca O1 takım çeliğinden daha yüksek |
| – Çekme/Akma dayanımı | Daha geniş referanslarda sınırlı veri mevcuttur, burada ayrıntılı olarak açıklanmamıştır |
Süneklik ve Dayanıklılık | |
| – Burulma sünekliği | Düşük sıcaklıkta temperleme sırasında önemli ölçüde azalmaz |
| – Burulma darbe enerjisi | 260 °C'de (500 °F) temperlendiğinde minimum emilen enerji |
| – Çentiksiz darbe enerjisi | İyi, yüksek sertliği korumak için temperlendiğinde bile |
| - Karşılaştırmak | D serisi aşınma çeliklerinden daha iyi tokluk ve süneklik |
Aşınma Direnci | Çok iyi; S serisi şok çeliklerinden daha iyi ancak D serisi aşınma çeliklerinden daha az |
İşlenebilirlik | Uygun şekilde tavlandığında 60 derecesi (100'de 1% karbon takım çeliğine kıyasla) |
Boyutsal Kararlılık | Hava ile sertleşme özelliği nedeniyle iyidir; 1775 °F'den itibaren hava ile söndürüldüğünde ~0,001 inç/inç (0,001 mm/mm) genişler |
3. A2 Çelik Uygulamaları
A2, birçok uygulamaya sahip çok yönlü bir takım çeliğidir, özellikle soğuk iş takımlarında. Aşınma direnci ve tokluğun iyi dengesi, hava sertleştirme sırasında iyi boyutsal kararlılık ve orta düzeyde işlenebilirlik gibi temel özellikleri nedeniyle çeşitli amaçlar için uygundur.
A2 çeliğinin özelliklerine göre özel kullanım alanları aşağıda listelenmiştir:
- Kesme ve Delme Kalıpları: Yüksek aşınma dirençli A2 çeliği, özellikle büyük üretim miktarlarında, özellikle sıcak haddelenmiş, asitlenmemiş çeliğin kullanılacağı boşluklar için ideal malzemedir. Bu uygulamalar için en yaygın kullanılanıdır, aşınma ve kırılma arasında iyi bir uzlaşmadır.
- Şekillendirme Kalıpları: Aşınma direnci ve tokluğun iyi bir kombinasyonu, onu birçok şekillendirme operasyonu için kullanışlı hale getirir. Bu, kalıbın hem aşındırıcı aşınmaya hem de şekillendirme gerilimlerine dayanması gereken uygulamaları içerir.
- Yumruklar: A2 çeliği, genellikle aşırı aşınma direncinden daha önemli olan yumruk uygulamalarındaki tokluğu nedeniyle yumruklar için tercih edilir. Aşınma direnci hafife alınmamalı olsa da, D2 gibi sınıflar iyi bir yumruk için yeterli tokluğa sahip olmayabilir.
- Makas Bıçakları:A2, kesme kuvvetlerine dayanmak için orta düzeyde aşınma direnci ve yüksek mukavemetin istendiği durumlarda kesme bıçakları yapmak için kullanılabilir.
- Diş Açma Kalıpları: A2 çeliği, diş açma kalıpları için bir seçenektir. Uzun üretim serilerinde, örneğin D2 veya M2 gibi daha aşınmaya dayanıklı sınıflarla aynı olmasa da makul bir ömür sağlayacaktır.
- Ölçerler:A2 çeliğinin hava sertleştirmesi sonrası boyutsal olarak kararlı yapısı, hassas ölçüm aletleri olarak, tam boyutların önemli olduğu yerlerde kullanım için idealdir.
- Makine Bileşenleri: A2 çeliği, kamlar, miller ve miller gibi makine bileşenleri için kullanılabilir. Bu bileşenler, mukavemet, orta düzeyde aşınma direnci ve iyi boyutsal kararlılık arasında iyi bir denge gerektirir.
- Plastik Enjeksiyon Kalıpları:Martensitik paslanmaz çelikler bazen tercih edilse de, özellikle iyi aşınma direnci ve iyi boyut kararlılığının bir arada gerektiği alanlarda, plastik enjeksiyon kalıplarında A2 çeliği kullanılabilir.
- Sıcak Cıvata Başlık Kalıpları, Dövme Kalıpları, ve Perçin Kırıcılar:Bazı kaynaklar bunları darbeye dayanıklı tipler olarak sınıflandırsa da, A2'nin tokluğu ve sertliği, aşınma direnci ve zorlanma direncinin bir arada gerektiği uygulamaların yapılmasına olanak tanıyabilir.
- Madeni para kalıpları: A2 çeliği, yakın boyutlu çoğaltmaya ihtiyaç duyan normal para basma tasarımları için kullanılabilir. Basınç direnci ve boyutsal kararlılığın adil bir karışımını sağlar.
4. A2 çelik ısıl işlem
4.1 Ön ısıtma:
- Tipik olarak, işlem yaklaşık 1200°F (650°C)'ye kadar bir ısıtma periyoduyla başlatılır. Bu, parçadaki ısının eşitlenmesini ve metal çok yumuşamadan önce gerilimlerin giderilmesini sağlamak için önemli bir adımdır.
- Genellikle 10-15 dakika önceden ısıtmak tavsiye edilir.
4.2 Austenitleştirme (Sertleştirme):
- Ön ısıtmadan sonra çelik, genellikle A2 çeliği için 1775°F (970°C) civarında olan sertleştirme sıcaklığı aralığına getirilir.
- Bu sıcaklıkta çelik, karbon ve alaşım elementlerinin homojen bir çözelti halinde yerleştiği ostenite dönüşür.
- Bu ostenitleme sıcaklığında, parçanın kesitinin tamamen ve düzgün bir şekilde ostenite dönüşmesine izin vermek için bir bekletme süresi verilmelidir. Genel bekletme süresi, her inç (25 mm) kalınlık için 1 saattir. Çok uzun süre bekletme de sorunlara yol açabilir.
4.3 Söndürme:
- A2 çeliği hava ile sertleşen bir çeliktir. Bu, sertleşme elde etmek için genellikle ostenitleme sıcaklığı aralığında hava ile soğutulduğu anlamına gelir.
- Soğutma hızı, ostenitin martenzite dönüşmesinde anahtar rol oynar.
- Kireçlenmeyi önlemek için çelik, gözle görülür kırmızı ısısını kaybedene kadar atmosferle temas etmemelidir.
- Daha büyük kesitlerde (yaklaşık 5″ veya 127 mm'den fazla), tam sertliğe ulaşmak için hava yeterli olmayacaktır ve bu durumda yağla söndürme gibi alternatif söndürme yöntemleri kullanılabilir; ancak bu, A2 takım çeliği için normal kullanım durumu değildir.
4.4 Temperleme:
- Söndürme ile oluşan martensit yapısı serttir ancak aynı zamanda kırılgandır ve iç gerilmelere sahiptir. Tavlama bu gerilmeleri giderir ve tokluğu artırır.
- Tavlama, çeliğin orta sıcaklığa tekrar ısıtılması, belli bir süre bu sıcaklıkta tutulması ve daha sonra çoğunlukla havada soğutulmasıdır.
- A2 çeliğinin ilk tavlama sıcaklığı yaklaşık 400°F (205°C)'dir.
- Tavlama döngüsü genellikle en ince kesitin tavlama sıcaklığında inç başına 2 saat (25 mm) tutulmasını içerir.
- Bu nedenle, A2 gibi çoğu takım çeliği için genellikle ikinci bir temperleme önerilir; tane yapısı daha da iyileştirilebilir, aşınma direnci elde edilebilir ve ek gerilim giderimi sağlanabilir. Bizim uygulamamızda, A2'ye ikinci bir temperleme uygulanırsa, genellikle birinciden yaklaşık 25°F (14°C) daha düşük bir sıcaklıkta ve aynı sürede (en ince kesitin her inçinde 2 saat) yapılır. Örneğin, ikinci bir temperleme 375 °F (190 °C) olabilir.
4.5 Önemli Hususlar:
- Isıl İşlem Sırasında Boyutsal Kararlılık: Daha önce de belirtildiği gibi, A2 çeliğinin avantajlarından biri ısıl işlem sırasında iyi boyutsal kararlılıktır—hava söndürme sırasında 0,001 inç/inç (0,001 mm/mm) Genleşme beklenebilir. Ancak, parça geometrisindeki değişiklikler ve eşit olmayan ısıtma veya soğutma nedeniyle bozulma yine de meydana gelebilir.
- Tutulan Austenit: Bir miktar tutulan ostenit (bu söndürme işlemiyle martensite dönüştürülmemiş ostenit) mevcut olabilir. Bununla birlikte, özellikle ikinci aşamadaki temperleme, tutulan osteniti daha kararlı formlara dönüştürerek boyutsal kararlılığı artırır.
- Düzeltme: Gerektiğinde, malzeme soğuduktan sonra ancak tam sertleşme durumuna ulaşmadan önce, sıcaklık 400°F'nin (205°C) üzerine çıktığında A2 çelik bileşeni düzeltilebilir.
Fırın Kalibrasyonu ve Atmosfer — Uygun şekilde kalibre edilmiş bir fırın, optimum sonuçlara ulaşmak için çok önemlidir. Ayrıca, A2 çeliğinin ısıl işlemi, dekarbürizasyonu önlemek için ideal olarak nötr bir atmosferde, vakumda veya nötr tuz fırını ortamında gerçekleştirilmelidir. Paslanmaz çelik folyo ile sarma, ısınma sırasında yüzey koruması olarak da kullanılabilir.
Bu adımları izleyerek ve önerilen sıcaklıklara ve sürelere uyarak, fabrikanızın uygulamaları için istenen sertlik, tokluk ve aşınma direnci dengesini elde etmek üzere A2 çeliğini etkili bir şekilde ısıl işleme tabi tutabilirsiniz.
5. A2 ve diğer çeliklerin karşılaştırılması
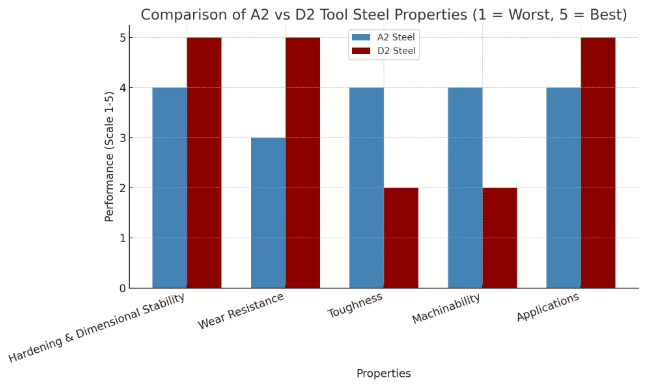
A2 ve D2
Aşağıdaki tabloda A2 ve D2 takım çeliğinin sertleştirme ve boyut kararlılığı, aşınma direnci, tokluk, işlenebilirlik ve uygulamalar dahil olmak üzere performansının nicel bir karşılaştırması sunulmaktadır.
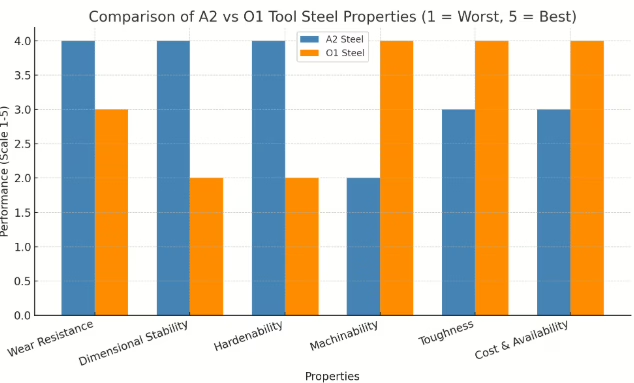
A2VS O1
Aşağıdaki grafikte A2 ve A2+'nin performansının nicel bir karşılaştırması sunulmaktadır. O1 takım çeliğiaşınma direnci, boyut kararlılığı, sertleştirilebilirlik, işlenebilirlik, tokluk, maliyet ve bulunabilirlik dahil.