Tổng quan kỹ thuật thép công cụ A2
Thép A2 là thép công cụ đa năng, tôi bằng khí. Thép này được biết đến với sự cân bằng tốt giữa khả năng chống mài mòn, độ dẻo dai và độ dẻo dai. Thép A2 có khả năng chống mài mòn tốt hơn thép loại “S” chống va đập và độ dẻo dai và độ dẻo dai tốt hơn thép loại “D” chống mài mòn. Về mặt hóa học, thép này thường chứa cacbon, molypden, crom và vanadi. Một đặc tính chính của thép A2 là độ ổn định về kích thước trong quá trình xử lý nhiệt, với độ biến dạng tương đối thấp. Do những đặc tính này, thép này được sử dụng rộng rãi trong nhiều ứng dụng gia công khác nhau.

1. Thành phần hóa học của thép công cụ A2
| Yếu tố | Cacbon (C) | Crom (Cr) | Molipđen (Mo) | Vanadi (V) | Mangan (Mn) | Silic (Si) | Phốt pho (P) | Lưu huỳnh (S) |
| Phần trăm (%) | 0,95 – 1,05 | 4,75 – 5,50 | 0,90 – 1,40 | 0,15 – 0,50 | 0,40 – 1,00 | 0,30 – 0,90 | ≤ 0,03 | ≤ 0,03 |
2. Tính chất cơ học của thép A2
| Tài sản | Chi tiết |
Độ cứng | |
| – Làm nguội | 63 HRC |
| – Tôi luyện ở nhiệt độ 300 °F (150 °C) | 62HRC |
| – Độ cứng làm việc bình thường | 58–60 HRC (sau khi làm nguội bằng không khí từ 1775 °F / 968 °C) |
| – Làm dịu hành vi | Độ cứng giảm khi nhiệt độ tôi tăng; khả năng chống làm mềm tốt so với thép cacbon và thép O2 thông thường |
Sức mạnh | |
| – Độ bền xoắn | Đỉnh sau khi tôi luyện ở 150 °C (300 °F); cao hơn thép công cụ O1 trong điều kiện tôi luyện |
| – Độ bền kéo/giới hạn chảy | Dữ liệu có hạn trong các tài liệu tham khảo rộng hơn, không được trình bày chi tiết ở đây |
Độ dẻo và độ bền | |
| – Độ dẻo xoắn | Không giảm đáng kể trong quá trình tôi luyện ở nhiệt độ thấp |
| – Năng lượng va chạm xoắn | Năng lượng hấp thụ tối thiểu khi được tôi luyện ở 260 °C (500 °F) |
| – Năng lượng va chạm không có khía | Tốt, ngay cả khi tôi luyện để duy trì độ cứng cao |
| – So sánh | Độ dẻo dai và độ dai tốt hơn thép chịu mài mòn dòng D |
Chống mài mòn | Rất tốt; tốt hơn thép chống sốc dòng S nhưng kém hơn thép chống mài mòn dòng D |
Khả năng gia công | Xếp hạng 60 (so với thép công cụ cacbon 1% ở mức 100) khi được ủ đúng cách |
Độ ổn định kích thước | Tốt do bản chất làm cứng bằng không khí; giãn nở ~0,001 in./in. (0,001 mm/mm) khi làm nguội bằng không khí từ 1775 °F |
3. Ứng dụng thép A2
A2 là loại thép công cụ rất đa năng với nhiều ứng dụng, đáng chú ý nhất là trong gia công nguội. Nó phù hợp với nhiều mục đích khác nhau do các đặc tính chính của nó, bao gồm khả năng cân bằng tốt giữa khả năng chống mài mòn và độ bền, độ ổn định kích thước tốt trong quá trình tôi bằng không khí và khả năng gia công vừa phải.
Dưới đây là các ứng dụng cụ thể của thép A2 theo tính chất của nó:
- Khuôn dập và khuôn đột: Thép A2 có khả năng chống mài mòn cao là vật liệu lý tưởng cho phôi, đặc biệt là khi sản xuất với số lượng lớn, đặc biệt là khi sử dụng thép cán nóng, không ngâm. Đây là loại thép được sử dụng rộng rãi nhất cho các ứng dụng đó, một sự cân bằng tốt giữa độ mài mòn và độ gãy.
- Khuôn định hình:Sự kết hợp tốt giữa khả năng chống mài mòn và độ bền khiến nó hữu ích cho nhiều hoạt động tạo hình. Điều này bao gồm các ứng dụng mà khuôn cần chịu được cả sự mài mòn và ứng suất tạo hình.
- Đấm: Thép A2 được ưa chuộng cho các cú đấm vì độ bền của nó, thường quan trọng hơn trong các ứng dụng đấm so với khả năng chống mài mòn cực cao. Mặc dù khả năng chống mài mòn không được đánh giá thấp, nhưng các loại như D2 có thể không có đủ độ bền cho một cú đấm tốt.
- Lưỡi cắt:A2 có thể được sử dụng để chế tạo lưỡi cắt khi cần khả năng chống mài mòn vừa phải và độ bền cao để chịu được lực cắt.
- Khuôn cán ren: Thép A2 là một lựa chọn cho khuôn cán ren. Nó sẽ có tuổi thọ khá, mặc dù không giống như các loại thép chống mài mòn hơn, ví dụ như D2 hoặc M2, trong các đợt sản xuất dài.
- Đồng hồ đo: Bản chất ổn định về kích thước của thép A2 sau khi tôi bằng không khí khiến nó trở nên lý tưởng để sử dụng làm thước đo chính xác, khi việc giữ kích thước chính xác là rất quan trọng.
- Linh kiện máy: Thép A2 có thể được sử dụng cho các thành phần máy như cam, trục và trục chính. Các thành phần này đòi hỏi sự cân bằng tốt giữa độ bền, khả năng chống mài mòn vừa phải và độ ổn định kích thước tốt.
- Khuôn ép nhựa:Thép không gỉ martensitic đôi khi được ưa chuộng hơn, nhưng thép A2 cũng có thể được sử dụng cho khuôn ép nhựa, đặc biệt là ở những khu vực cần kết hợp khả năng chống mài mòn tốt và độ ổn định kích thước tốt.
- Khuôn dập nóng đầu bu lông, Khuôn dập, và Rivet Busters:Một số nguồn phân loại chúng là loại chống va đập, nhưng độ bền và độ cứng của A2 có thể cho phép sử dụng trong những ứng dụng đòi hỏi sự kết hợp giữa khả năng chống mài mòn và ứng suất.
- Đúc chết: Thép A2 có thể được sử dụng cho các thiết kế đúc thông thường cần sao chép kích thước gần. Nó cung cấp sự kết hợp công bằng giữa khả năng chịu nén và độ ổn định kích thước.
4. Thép A2 xử lý nhiệt
4.1 Làm nóng trước:
- Thông thường, quá trình này được bắt đầu bằng giai đoạn gia nhiệt đến khoảng 1200°F (650°C). Đây là bước thiết yếu để nhiệt độ cân bằng trong chi tiết và giảm ứng suất trước khi kim loại trở nên quá mềm.
- Người ta thường khuyên nên làm nóng trước trong khoảng 10-15 phút.
4.2 Austenit hóa (Làm cứng):
- Sau khi nung nóng trước, thép được đưa đến nhiệt độ làm cứng, thường là khoảng 1775°F (970°C) đối với thép A2.
- Ở nhiệt độ này, thép chuyển thành austenit, trong đó cacbon và các nguyên tố hợp kim được đưa vào dung dịch đồng nhất.
- Thời gian ngâm ở nhiệt độ austenit hóa này phải được đưa ra để cho phép mặt cắt ngang của bộ phận chuyển đổi hoàn toàn và đồng đều thành austenit. Thời gian ngâm chung là 1 giờ cho mỗi inch (25mm) độ dày. Ngâm quá lâu cũng có thể gây ra vấn đề.
4.3 Làm nguội:
- Thép A2 là thép tôi bằng không khí. Điều này có nghĩa là thép thường được làm mát bằng không khí đến nhiệt độ austenit hóa để đạt được độ cứng.
- Tốc độ làm nguội là yếu tố then chốt trong quá trình chuyển đổi austenit thành martensit.
- Để tránh hiện tượng đóng cặn, thép không được tiếp xúc với không khí cho đến khi mất đi nhiệt đỏ có thể nhìn thấy được.
- Ở mặt cắt ngang lớn hơn (khoảng 5″ hoặc 127mm), không khí sẽ không đủ để đạt được độ cứng hoàn toàn và đây là lúc có thể sử dụng các phương pháp làm nguội thay thế, chẳng hạn như làm nguội bằng dầu, mặc dù đó không phải là trường hợp sử dụng thông thường đối với thép công cụ A2.
4.4 Ủ:
- Cấu trúc martensit hình thành từ quá trình tôi cứng nhưng cũng giòn và có ứng suất bên trong. Quá trình tôi làm giảm các ứng suất này và tăng độ dẻo dai.
- Quá trình tôi luyện bao gồm việc nung lại thép đến nhiệt độ trung bình, duy trì trong một thời gian nhất định, sau đó làm nguội, thường là ngoài không khí.
- Nhiệt độ ram đầu tiên của thép A2 là khoảng 400°F (205°C).
- Chu trình tôi luyện thường bao gồm việc giữ mặt cắt mỏng nhất ở nhiệt độ tôi luyện trong 2 giờ/inch (25mm).
- Do đó, người ta thường đề xuất tôi luyện lần thứ hai cho hầu hết các loại thép công cụ như A2; cấu trúc hạt có thể được tinh chỉnh thêm, đạt được khả năng chống mài mòn và giảm ứng suất bổ sung. Trong thực tế, nếu tôi luyện lần thứ hai cho A2, tôi luyện thường được thực hiện ở nhiệt độ thấp hơn lần đầu tiên khoảng 25°F (14°C) và trong cùng thời gian (2 giờ cho mỗi inch mặt cắt mỏng nhất). Ví dụ, tôi luyện lần thứ hai có thể ở nhiệt độ 375°F (190°C).
4.5 Những cân nhắc quan trọng:
- Độ ổn định kích thước trong quá trình xử lý nhiệt: Như đã đề cập trước đó, một trong những ưu điểm của thép A2 là độ ổn định kích thước tốt trong quá trình xử lý nhiệt—có thể mong đợi độ giãn nở 0,001 in./in. (0,001 mm/mm) trong quá trình làm nguội bằng không khí. Tuy nhiên, sự biến dạng vẫn có thể xảy ra do sự thay đổi về hình dạng của bộ phận và quá trình gia nhiệt hoặc làm mát không đều.
- Austenit giữ lại: Một số austenit giữ lại (austenit chưa được chuyển thành martensite bằng quá trình tôi này) có thể tồn tại. Tuy nhiên, quá trình tôi ở giai đoạn hai, nói riêng, biến đổi austenit giữ lại thành các dạng ổn định hơn, do đó tăng cường độ ổn định về kích thước.
- Làm thẳng: Nếu cần, sau khi vật liệu đã nguội nhưng trước khi đạt đến trạng thái cứng hoàn toàn, có thể làm thẳng thành phần thép A2 khi nhiệt độ trên 400°F (205°C).
Hiệu chuẩn lò và bầu khí quyển — Một lò được hiệu chuẩn đúng cách là rất quan trọng để đạt được kết quả tối ưu. Hơn nữa, lý tưởng nhất là xử lý nhiệt thép A2 nên được thực hiện trong môi trường lò trung tính, chân không hoặc muối trung tính để ngăn ngừa quá trình khử cacbon. Bọc bằng lá thép không gỉ cũng có thể đóng vai trò bảo vệ bề mặt trong khi làm nóng.
Bằng cách thực hiện theo các bước này và tuân thủ nhiệt độ và thời gian khuyến nghị, bạn có thể xử lý nhiệt thép A2 hiệu quả để đạt được sự cân bằng mong muốn về độ cứng, độ dẻo dai và khả năng chống mài mòn cho các ứng dụng trong nhà máy của bạn.
5. So sánh thép A2 và các loại thép khác
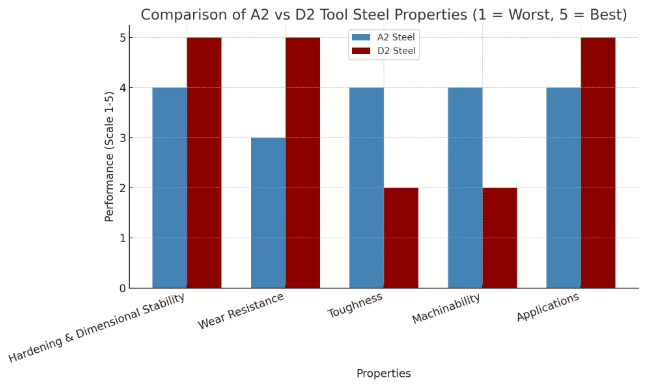
A2 so với D2
Biểu đồ sau đây cung cấp sự so sánh định lượng về hiệu suất của thép công cụ A2 và D2, bao gồm độ cứng và độ ổn định về kích thước, khả năng chống mài mòn, độ dẻo dai, khả năng gia công và ứng dụng.
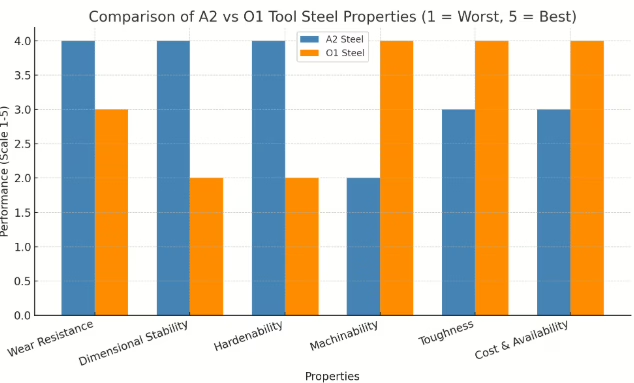
A2VS O1
Biểu đồ sau đây cung cấp sự so sánh định lượng về hiệu suất của A2 và Thép dụng cụ O1bao gồm khả năng chống mài mòn, độ ổn định về kích thước, khả năng làm cứng, khả năng gia công, độ dẻo dai, cũng như chi phí và tính khả dụng.