
V průmyslu nástrojové oceli ESR znamená elektrostruskové přetavování. Pro zlepšení kvality se některé druhy ocelí přetavují, jako je vakuové obloukové přetavování (VAR) a elektrostruskové přetavování (ESR). S tím, jak se formy zvětšují a vyžadují specializovanější funkce, se rozrůstá používání přetavované oceli.
Ve srovnání s VAR nabízí ESR několik výhod. Je levnější, protože nevyžaduje vakuové zařízení. Kromě toho proces elektrostruskové rafinace zlepšuje kvalitu povrchu ocelového ingotu, což umožňuje i ingotům s velkým průřezem dosáhnout jednotné struktury.
Ačkoli existují různé technické metody a aplikace pro elektrostruskovou metalurgii, ESR zůstává její základní a klíčovou technologií. Tento článek představí proces ESR a jeho význam. AoboSteel může klientům poskytnout nástrojovou ocel vyrobenou pomocí procesu ESR.

Základní principy
Proces ESR využívá proud k vytváření odporového tepla přes elektrostruskovou vrstvu. Toto teplo roztaví elektrodu (základní materiál), aby bylo dosaženo následujících cílů:
- Speciální elektrostruskovou vrstvou lze dosáhnout rafinace.
- Redukce nekovových vměstků a zlepšená čistota.
- V příčném i délkovém směru se tvoří stejnoměrná a jemná struktura.
Proces elektrostruskového přetavování (ESR) a jeho základní pracovní princip lze zjednodušit a shrnout následovně:
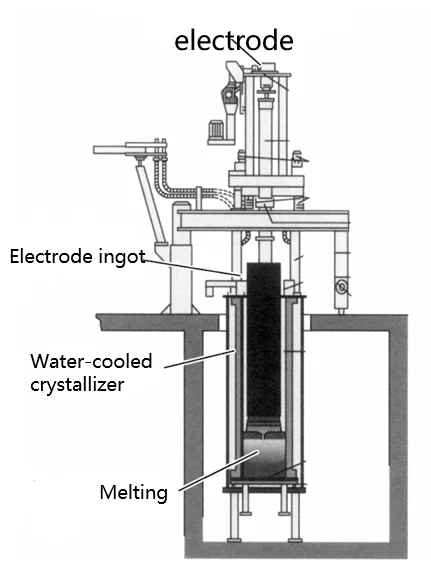
- Sestavení okruhu: Spotřební elektrodu vložte do měděného vodou chlazeného krystalizátoru, který obsahuje pevnou nebo kapalnou strusku. Poté jej připojte k transformátoru prostřednictvím krátké sítě, abyste vytvořili obvod napájení. Tento obvod zahrnuje spotřební elektrodu, roztavenou strusku a lázeň roztaveného kovu na dně.
- Odporové vytápění: Proud prochází výstupem transformátoru a protéká struskou v okruhu. Kvůli vysokému odporu strusky většina napětí z transformátoru klesá přes strusku, což má za následek velké množství vývinu tepla. Struska vytváří teplo a předává tepelnou energii elektrodě (pro tavení), tekutému kovu opouštějícímu elektrodu (pro přehřívání) a povrchu ingotu, čímž pomáhá udržovat požadované teplotní gradienty v tuhnoucím ingotu.
- Spotřební elektroda: V důsledku odporového ohřevu je roztavená struska ve stavu vysoké teploty, mnohem vyšší než je bod tání kovu. Tato vysoká teplota způsobuje postupné roztavení konce spotřebovávané elektrody vložené do strusky.
- Oddělení kovové kapky: Roztavený kov se shromažďuje do kapiček, odděluje se od hrotu elektrody působením gravitační síly a prochází struskou do lázně roztaveného kovu pod ním.
- Tuhnutí ochlazením: Vodou chlazené krystalizátory násilně ochlazují lázeň roztaveného kovu, což způsobuje, že tekutý kov tuhne a postupně vytváří ingot.
Charakteristiky elektrostruskového přetavování (ESR)
Elektrostruskové přetavování zápustkové oceli patří k metodě sekundární rafinace zápustkové oceli. Spotřební elektroda je surovina pocházející z metod tavení oceli, jako jsou elektrické obloukové pece, indukční pece, vakuové indukční pece a vakuové spotřební pece. Účelem elektrostruskového přetavování zápustkové oceli je dále čistit ocel a slitinu a zlepšit krystalickou strukturu ingotu na základě primárního tavení pro získání vysoce kvalitních kovových výrobků.
Hlavní rysy (výhody) elektrostruskového přetavování kokilové oceli:
- Nízkotlaké lití zvyšuje kvalitu a snižuje znečištění. K tavení, lití a tuhnutí dochází v téměř čistém prostředí, čímž se snižuje kontaminace roztavené oceli a snižuje se znečištění. Nízkotlaké podmínky snižují obsah škodlivých plynů, jako je kyslík a vodík, zabraňují oxidaci kovu nebo absorpci škodlivých plynů, čímž se zlepšuje kvalita odlitků. To má podobnost s vakuovým tavením, ale cena může být nižší.
- Příznivé podmínky metalurgické reakce:
- Vysoká teplota: Teplota struskové lázně je typicky nad 1750 °C (3182 °F) a může místy dosáhnout až 1900 °C (3452 °F). Přehřátí taveniny oceli může dosáhnout 450 °C (824 °F). Tato vysoká teplota urychluje průběh metalurgických, fyzikálních a chemických reakcí.
- Dostatečný kontakt a míchání: Plný kontakt mezi ocelí a struskou spolu s míchacím účinkem elektromagnetických sil neustále obnovuje kontaktní plochy mezi ocelí a struskou, zintenzivňuje metalurgické reakce a podporuje odstraňování škodlivých nečistot a nekovových vměstků. To znamená lepší odsíření, deoxidaci a odstranění vměstků.
- Jednotná a hustá struktura: Postupné tuhnutí shora dolů zajišťuje rovnoměrnou a hustou krystalickou strukturu přetaveného kovového ingotu. Vršek má vždy bazén tekutého kovu a bazén horké strusky, který poskytuje jak tepelnou ochranu, tak dostatek tekutého kovu k vyplnění smršťovacích dutin vzniklých smršťováním při tuhnutí. Plyny a vměstky se také snadno vznášejí, což v konečném důsledku činí strukturu ocelového ingotu hustou a jednotnou a zlepšuje mechanické vlastnosti materiálu, jako je pevnost, houževnatost a únavové vlastnosti.
- Hladký povrch a čistý materiálPřechod z kapalné do pevné fáze je dokončen nuceným chlazením ve vodou chlazeném krystalizátoru (měděném kelímku). Mezi vodou chlazeným krystalizátorem a ocelovým ingotem se vytvoří tenká a rovnoměrná strusková skořápka, která zabraňuje kontaminaci oxidací a žáruvzdornými materiály. To zajišťuje hladký povrch a čistotu materiálu přetaveného ocelového ingotu pro formování. To je zásadní pro formy s vysokými požadavky na kvalitu povrchu.
- Dosažitelné velkorozměrové odlitkySpotřební materiály pro elektrostruskové přetavování umožňují výrobu velkorozměrných a těžkých kovových odlitků, přičemž největší odlitky dosahují hmotnosti 60–70 tun a průměru přesahujícího 2 metry, a splňují tak potřeby velkých průmyslových odvětví, jako jsou velké formy a letecké součástky.
Význam elektrostruskového přetavování (ESR)
Elektrostruskové přetavování (ESR) je klíčem ke zvyšování kvality speciálních ocelí a slitin. U formovacích ocelí jsou zvláště významná zlepšení mikrostruktury a vlastností vyplývající z ESR, která se projevují zejména v následujících aspektech:
1. Zlepšení makrostruktury:
- Optimalizace krystalové struktury: Během ESR mění rychlé tuhnutí roztavené oceli směr růstu krystalů, čímž se výrazně zlepšuje makrostruktura ve srovnání s konvenčně litými ingoty.
- Snížení poréznosti a segregace: ESR výrazně zlepšuje makrostrukturu oceli. Navzdory stejnému poměru kování zlepšuje ESR centrální poréznost a segregaci o více než 0,5 úrovně (podle norem ASTM) ve srovnání s běžnou ocelí na odlévání. Centrální struktura ESR oceli je hustá, obvykle nižší než jakost I. Efekt je patrný zejména u ocelí náchylných k poréznosti a smršťovacím dutinám v ingotech, jako např. Nástrojová ocel A2. Při výrobě plastové formovací oceli zlepšení strukturní jednotnosti a hustoty výrazně zlepšuje leštící výkon oceli a odolnost proti korozi.
2. Snížení obsahu nekovových vměstků v oceli:
ESR výrazně snižuje obsah nekovových vměstků v oceli, zejména sulfidických vměstků, které vykazují výrazné změny a snížení morfologie a množství. Silikátové vměstky jsou také z velké části odstraněny, čímž se výrazně zlepšuje čistota oceli.
3. Zlepšení nehomogenity karbidu:
ESR výrazně zlepšuje nehomogenitu karbidu a krystalickou strukturu ocelového ingotu, zejména u oceli s vysokým obsahem uhlíku a chromu pro tváření za studena. Při stejném poměru kování se zlepšuje o 0,5 úrovně, zejména zdokonaluje středovou strukturu. Zjemnění karbidů zvyšuje obsah slitiny v matrici po kalení, čímž se zvyšuje efekt sekundárního kalení a odolnost proti popouštění. Kromě toho ESR také zlepšuje zpracovatelnost za tepla a houževnatost oceli.
4. Zlepšení mechanických vlastností:
ESR zlepšuje mikro-segregaci a inkluze v ocelovém ingotu, čímž vytváří jednotnou a hustou ocelovou strukturu. To zlepšuje mechanické vlastnosti, zejména snižuje výkonnostní rozdíly mezi podélnými, příčnými, středovými a okrajovými oblastmi oceli. Například po léčbě ESR Nástrojová ocel H13poměr podélné a příčné pevnosti v tahu a plasticity přesahuje 0,90, zatímco poměr rázové houževnatosti přesahuje 0,78.

