
Nástrojová ocel A2 Technický přehled
Ocel A2 je univerzální nástrojová ocel kalitelná na vzduchu. Je známo, že má dobrou rovnováhu mezi odolností proti oděru, houževnatostí a tažností. A2 nabízí větší odolnost proti otěru než otěruvzdorné oceli řady „S“ a lepší houževnatost a tažnost než řada „D“ odolná proti opotřebení. Chemicky obvykle obsahuje uhlík, molybden, chrom a vanad. Klíčovou vlastností oceli A2 je její rozměrová stálost během tepelného zpracování s relativně nízkým zkreslením. Díky těmto vlastnostem je široce používán v různých nástrojových aplikacích.

1. Chemické složení nástrojové oceli A2
| Živel | uhlík (C) | Chrom (Cr) | molybden (Mo) | Vanad (V) | mangan (Mn) | křemík (Si) | fosfor (P) | síra (S) |
| Procento (%) | 0,95 – 1,05 | 4,75 – 5,50 | 0,90 – 1,40 | 0,15 – 0,50 | 0,40 – 1,00 | 0,30 – 0,90 | ≤ 0,03 | ≤ 0,03 |
2. Mechanické vlastnosti oceli A2
| Vlastnictví | Podrobnosti |
Tvrdost | |
| – Uhasený | 63 HRC |
| – temperováno na 300 °F (150 °C) | 62 HRC |
| – Normální pracovní tvrdost | 58–60 HRC (po ochlazení vzduchem z 1775 °F / 968 °C) |
| – Chování při temperování | Tvrdost klesá s rostoucí teplotou popouštění; dobrá odolnost proti měknutí oproti obyčejným uhlíkovým a O2 ocelím |
Pevnost | |
| – Pevnost v krutu | Vrcholy po temperování na 150 °C (300 °F); vyšší než nástrojová ocel O1 v popouštěných podmínkách |
| – Pevnost v tahu/mez kluzu | Omezené údaje dostupné v širších odkazech, zde nejsou podrobně popsány |
Tažnost a houževnatost | |
| – Torzní tažnost | Při nízkoteplotním temperování výrazně neklesá |
| – Energie torzního nárazu | Minimální absorbovaná energie při temperování na 260 °C (500 °F) |
| – Nevýrazná energie nárazu | Dobré, i když je popuštěno pro udržení vysoké tvrdosti |
| – Srovnání | Lepší houževnatost a tažnost než opotřebení oceli řady D |
Odolnost proti opotřebení | Velmi dobrý; lepší než rázové oceli řady S, ale méně než otěrové oceli řady D |
Obrobitelnost | Hodnocení 60 (ve srovnání s uhlíkovou nástrojovou ocelí 1% při 100) při správném žíhání |
Rozměrová stabilita | Dobré díky povaze tuhnutí na vzduchu; expanduje ~0,001 palce/palec. (0,001 mm/mm) při ochlazení vzduchu z 1775 °F |
3. Aplikace oceli A2
A2 je velmi univerzální nástrojová ocel s mnoha aplikacemi, zejména v nástrojích pro práci za studena. Je vhodný pro různé účely díky svým klíčovým vlastnostem, včetně dobré rovnováhy odolnosti proti opotřebení a houževnatosti, dobré rozměrové stálosti při vytvrzování na vzduchu a střední obrobitelnosti.
Níže jsou uvedeny konkrétní aplikace oceli A2 podle jejích vlastností:
- Blanking and Piercing Die: Vysoce otěruvzdorná ocel A2 je ideálním materiálem pro polotovary, zejména ve velkých výrobních množstvích, zejména tam, kde se bude používat nemořená ocel válcovaná za tepla. Pro tyto aplikace je nejrozšířenější a představuje dobrý kompromis mezi opotřebením a rozbitím.
- Tvarovací nástroje: Dobrá kombinace odolnosti proti opotřebení a houževnatosti jej činí užitečným pro mnoho tvářecích operací. To zahrnuje aplikace, kde matrice musí odolávat jak abrazivnímu opotřebení, tak namáhání tvářením.
- Údery: Ocel A2 je upřednostňována pro razníky kvůli její houževnatosti, která je v aplikacích razníku obvykle důležitější než extrémní odolnost proti opotřebení. Přestože odolnost proti opotřebení nelze podceňovat, jakosti jako D2 nemusí mít dostatečnou houževnatost pro dobrý razník.
- Stříhací čepele: A2 lze použít k výrobě střižných čepelí, když je vyžadována střední odolnost proti opotřebení a vysoká pevnost, aby vydržely řezné síly.
- Závitové válcovací nástroje: Ocel A2 je jednou z možností pro závitořezné nástroje. Poskytne slušnou životnost, i když ne stejnou jako třídy odolnější proti opotřebení, např. D2 nebo M2, při dlouhých výrobních sériích.
- Měřidla: Ocel A2 je díky své rozměrové stálosti, dodatečně kalená vzduchem, ideální pro použití jako přesná měřidla, kde je důležité držet přesné rozměry.
- Součásti stroje: Ocel A2 lze použít pro strojní součásti, jako jsou vačky, hřídele a vřetena. Tyto součásti vyžadují dobrou rovnováhu mezi pevností, střední odolností proti opotřebení a dobrou rozměrovou stabilitou.
- Plastové vstřikovací formy: Někdy jsou preferovány martenzitické nerezové oceli, ale ocel A2 může být použita pro vstřikovací formy na plasty, zejména v oblastech, kde je vyžadována kombinace dobré odolnosti proti opotřebení a dobré rozměrové stability.
- Zápustky hlavových šroubů, lisovací zápustky, a Trhači nýtů: Některé zdroje je klasifikují jako nárazuvzdorné typy, ale houževnatost a tvrdost A2 umožňuje aplikace, které vyžadují kombinaci odolnosti proti opotřebení a namáhání.
- Ražba umírá: Ocel A2 lze použít pro normální návrhy ražení mincí, které vyžadují blízkou rozměrovou replikaci. Poskytuje slušnou kombinaci odolnosti proti stlačení a rozměrové stability.
4. Ocel A2 tepelné zpracování
4.1 Předehřívání:
- Typicky je proces zahájen s periodou zahřívání na přibližně 1200 °F (650 °C). Toto je základní krok, který umožní vyrovnání tepla v součásti a zmírní pnutí dříve, než kov příliš změkne.
- Často se doporučuje předehřátí po dobu 10-15 minut.
4.2 Austenitizační (Kolení):
- Po předehřátí se ocel přivede na teplotní rozsah kalení, obecně kolem 1775 °F (970 °C) pro ocel A2.
- Při této teplotě se ocel přeměňuje na austenit, do kterého jsou uhlík a legující prvky umístěny v homogenním roztoku.
- Musí být poskytnuta doba namáčení při této austenitizační teplotě, aby se umožnila úplná a rovnoměrná transformace průřezu součásti na austenit. Obecná doba namáčení je 1 hodina na palec (25 mm) tloušťky. Problémy může způsobit i příliš dlouhé namáčení.
4.3 Kalení:
- Ocel A2 je ocel kalitelná na vzduchu. To znamená, že se obvykle ochlazuje vzduchem na rozsah od austenitizační teploty, aby se dosáhlo vytvrzení.
- Rychlost ochlazování je klíčová pro přeměnu austenitu na martenzit.
- Aby se zabránilo tvorbě kotelního kamene, ocel by neměla přijít do kontaktu s atmosférou, dokud neztratí své viditelné červené teplo.
- U větších průřezů (přes přibližně 5″ nebo 127 mm) nebude vzduch postačovat k dosažení plné tvrdosti, a to je situace, kdy lze použít alternativní metody kalení, jako je kalení do oleje, i když to není normální případ použití nástrojové oceli A2.
4.4 Temperování:
- Martenzitická struktura vytvořená kalením je tvrdá, ale také křehká a má vnitřní pnutí. Temperování uvolňuje tato napětí a zvyšuje houževnatost.
- Temperování zahrnuje opětovné zahřátí oceli na střední teplotu, její udržování po určitou dobu a následné ochlazení, často na vzduchu.
- První popouštěcí teplota pro ocel A2 je asi 400 °F (205 °C).
- Cyklus popouštění obvykle zahrnuje udržování nejtenčího průřezu při teplotě popouštění po dobu 2 hodin/palec (25 mm).
- Proto se pro většinu nástrojových ocelí, jako je A2, obvykle navrhuje druhé popouštění; struktura zrna může být dále zjemněna, může být dosažena odolnost proti opotřebení a dodatečná úleva od pnutí. V naší praxi, pokud se na A2 aplikuje druhé temperování, obvykle se to provádí při teplotě asi o 25 °F (14 °C) nižší než první a po stejnou dobu (2 hodiny na palec nejtenčího průřezu). Například druhá teplota by mohla být při 375 °F (190 °C).
4.5 Důležité úvahy:
- Rozměrová stabilita během tepelného zpracování: Jak již bylo zmíněno, jednou z výhod oceli A2 je dobrá rozměrová stabilita během tepelného zpracování – 0,001 palce/palec. (0,001 mm/mm) Během ochlazování vzduchem lze očekávat expanzi. Stále však může docházet ke zkreslení v důsledku změn geometrie součásti a nerovnoměrného zahřívání nebo chlazení.
- Zadržený austenit: Může existovat nějaký zadržený austenit (austenit, který se tímto zhášecím procesem nepřeměnil na martenzit). Jak již bylo řečeno, popouštění ve druhém stupni zejména převádí zadržený austenit na stabilnější formy, čímž se zvyšuje rozměrová stabilita.
- Rovnání: Je-li to požadováno, po ochlazení materiálu, ale před dosažením plně vytvrzeného stavu, lze ocelovou součást A2 narovnat, když je teplota vyšší než 400 °F (205 °C).
Kalibrace pece a atmosféra — Správně zkalibrovaná pec je zásadní pro dosažení optimálních výsledků. Kromě toho by tepelné zpracování oceli A2 mělo být v ideálním případě prováděno v neutrální atmosféře, vakuu nebo prostředí neutrální solné pece, aby se zabránilo oduhličení. Obalení nerezovou fólií může sloužit i jako povrchová ochrana při zahřívání.
Dodržením těchto kroků a dodržením doporučených teplot a časů můžete účinně tepelně zpracovat ocel A2, abyste dosáhli požadované rovnováhy tvrdosti, houževnatosti a odolnosti proti opotřebení pro aplikace ve vaší továrně.
5. Porovnání oceli A2 a ostatních ocelí
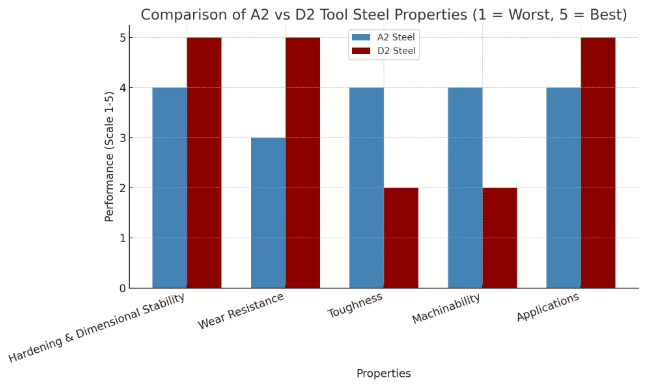
A2 VS D2
Následující tabulka poskytuje kvantitativní srovnání výkonnosti nástrojové oceli A2 a D2, včetně kalení a rozměrové stability, odolnosti proti opotřebení, houževnatosti, obrobitelnosti a použití.
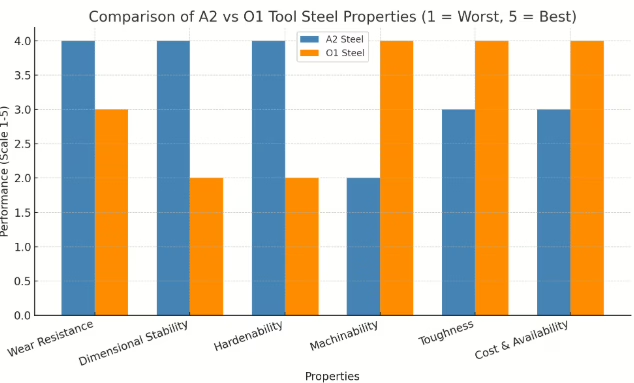
A2VS O1
Následující graf poskytuje kvantitativní srovnání výkonu A2 a Nástrojová ocel O1včetně odolnosti proti opotřebení, rozměrové stability, kalitelnosti, obrobitelnosti, houževnatosti a nákladů a dostupnosti.
Vysoce kvalitní ocel A2 za konkurenční ceny!
 Přímo od výrobce – Žádní prostředníci, nejlepší tovární ceny.
Přímo od výrobce – Žádní prostředníci, nejlepší tovární ceny.- Rychlé globální odeslání - Spolehlivé doručení na vaše místo.
- Bezplatná technická konzultace – Získejte odbornou radu ohledně výběru správné oceli A2 pro vaše potřeby.
- Slevy na hromadné objednávky – Speciální ceny pro velkoobjemové nákupy.
 Získejte bezplatnou cenovou nabídku ještě dnes! Vyplňte formulář nyní a do 24 hodin obdržíte odpověď.
Získejte bezplatnou cenovou nabídku ještě dnes! Vyplňte formulář nyní a do 24 hodin obdržíte odpověď.