
V industriji orodnega jekla, ESR pomeni Elektropretaljevanje žlindre.
Za izboljšanje kakovosti so nekatere vrste jekla podvržene postopkom ponovnega taljenja, kot sta pretaljevanje z vakuumskim oblokom (VAR) in pretaljevanje z elektro-žlindro (ESR). Ker kalupi postajajo večji in zahtevajo več specializiranih funkcij, uporaba pretopljenega jekla narašča.
V primerjavi z VAR ponuja ESR številne prednosti. Cenejši je, ker ne potrebuje vakuumske opreme. Poleg tega postopek rafiniranja žlindre izboljša kakovost površine jeklenega ingota, kar omogoča, da celo ingoti z velikim prerezom dosežejo enotno strukturo.
Čeprav obstajajo različne tehnične metode in aplikacije za elektro metalurgijo žlindre, ESR ostaja njena osnovna in osrednja tehnologija. Ta članek bo predstavil postopek ESR in njegov pomen. AoboSteel lahko strankam zagotovi orodno jeklo, izdelano po postopku ESR.

Osnovna načela postopka ESR
Postopek ESR uporablja tok za ustvarjanje uporovne toplote skozi plast elektro-žlindre. Ta toplota stopi elektrodo (osnovni material), da doseže naslednje cilje:
- Posebna plast elektrožlindre lahko doseže rafiniranje.
- Zmanjšanje nekovinskih vključkov in izboljšana čistost.
- V prečni in dolžinski smeri se oblikuje enotna in fina struktura.
Postopek pretaljevanja z elektro žlindro (ESR) in njegov glavni princip delovanja je mogoče poenostaviti in povzeti na naslednji način:
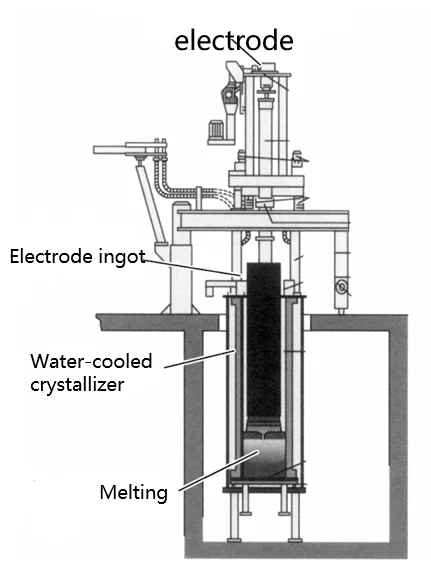
- Vzpostavitev vezja: Potrošno elektrodo vstavite v bakren vodno hlajen kristalizator, ki vsebuje trdno ali tekočo žlindro. Nato ga povežite s transformatorjem prek kratkega omrežja, da oblikujete napajalni krog. To vezje vključuje potrošno elektrodo, staljeno žlindro in bazen staljene kovine na dnu.
- Upornost ogrevanja: Tok prehaja skozi izhod transformatorja in teče skozi žlindro v vezju. Zaradi visoke odpornosti žlindre večina napetosti iz transformatorja pade čez žlindro, kar povzroči veliko količino toplote. Žlindra proizvaja toploto in prenaša toplotno energijo na elektrodo (za taljenje), na tekočo kovino, ki zapušča elektrodo (za pregrevanje), in na površino ingota, kar pomaga vzdrževati zahtevane temperaturne gradiente v strjevalnem ingotu.
- Potrošna elektroda: Zaradi uporovnega segrevanja je staljena žlindra v stanju visoke temperature, veliko višje od tališča kovine. Ta visoka temperatura povzroči, da se konec potrošne elektrode, vstavljene v žlindro, postopoma stopi.
- Ločitev kovinskih kapljic: Staljena kovina se zbere v kapljice, ki se pod silo gravitacije ločijo od konice elektrode in preidejo skozi žlindro v bazen staljene kovine spodaj.
- Strjevanje s hlajenjem: Vodno hlajeni kristalizatorji prisilno ohladijo bazen staljene kovine, zaradi česar se tekoča kovina strdi in postopoma oblikuje ingot.
Značilnosti ESR
Pretaljevanje z žlindro v obliki žlindre sodi med metode sekundarnega rafiniranja jekla. Potrošna elektroda je surovina, pridobljena z metodami taljenja jekla, kot so elektroobločne peči, indukcijske peči, vakuumske indukcijske peči in vakuumske potrošne peči. Namen elektrožlindrnega pretaljevanja jekla je dodatno prečistiti jeklo in zlitino ter izboljšati kristalno strukturo ingota na osnovi primarnega taljenja za pridobitev visokokakovostnih kovinskih izdelkov.«
Glavne značilnosti (prednosti) elektropretaljevanja kalupnega jekla z žlindro:
- Nizkotlačno litje poveča kakovost in zmanjša onesnaževanje. Taljenje, izlivanje in strjevanje potekajo v skoraj čistem okolju, kar zmanjša onesnaženje staljenega jekla in zmanjša onesnaženje. Nizkotlačni pogoji zmanjšajo vsebnost škodljivih plinov, kot sta kisik in vodik, preprečijo oksidacijo kovin ali absorpcijo škodljivih plinov, s čimer se izboljša kakovost ulitkov. To je podobno kot vakuumsko taljenje, vendar so stroški morda nižji.
- Ugodni metalurški reakcijski pogoji:
- Visoka temperatura: Temperatura bazena z žlindro je običajno nad 1750 ℃ (3182 ℉) in lahko lokalno doseže okoli 1900 ℃ (3452 ℉). Pregretje taline jekla lahko doseže 450 ℃ (824 ℉). Ta visoka temperatura pospeši potek metalurških fizikalnih in kemičnih reakcij.
- Zadosten stik in mešanje: Popoln stik med jeklom in žlindro, skupaj z mešalnim učinkom elektromagnetnih sil, nenehno obnavlja kontaktne površine med jeklom in žlindro, intenzivira metalurške reakcije in pospešuje odstranjevanje škodljivih nečistoč in nekovinskih vključkov. To pomeni boljše razžveplanje, deoksidacijo in odstranjevanje vključkov.
- Enotna in gosta struktura: Zaporedno strjevanje od zgoraj navzdol zagotavlja enakomerno in gosto kristalno strukturo pretaljenega kovinskega ingota. Vrh ima vedno bazen s tekočo kovino in bazen z vročo žlindro, ki zagotavljata ohranjanje toplote in zadostno količino tekoče kovine za zapolnitev votlin zaradi krčenja, ki nastanejo zaradi krčenja pri strjevanju. Plini in vključki prav tako zlahka priplavajo navzgor, kar na koncu naredi strukturo jeklenega ingota gosto in enotno ter izboljša mehanske lastnosti materiala, kot so trdnost, žilavost in odpornost na utrujenost.
- Gladka površina in čisti material: Prehod iz tekoče v trdno fazo se zaključi s prisilnim hlajenjem v vodno hlajenem kristalizatorju (bakreni lonček). Med vodno hlajenim kristalizatorjem in jeklenim ingotom se oblikuje tanka in enakomerna lupina žlindre, ki preprečuje kontaminacijo zaradi oksidacije in ognjevzdržnih materialov. To zagotavlja gladko površino in čistost materiala pretaljenega jeklenega ingota. To je ključnega pomena za kalupe z visokimi zahtevami glede kakovosti površine.
- Dostopni veliki ulitki: Taljenje potrošnega materiala za elektro-pretaljevanje žlindre lahko pridobi velike in težke kovinske ulitke, pri čemer največji ulitki dosegajo 60–70 ton in premer presegajo 2 metra, da zadostijo potrebam obsežnih industrij, kot so veliki kalupi in letalske komponente.
Pomen ESR
Pretaljevanje z elektro žlindro (ESR) je ključno za izboljšanje kakovosti posebnih jekel in zlitin. Za kalupna jekla so izboljšave mikrostrukture in lastnosti, ki izhajajo iz ESR, še posebej pomembne, kar se odraža predvsem v naslednjih vidikih:
1. Izboljšanje makrostrukture:
- Optimizacija kristalne strukture: Med ESR hitro strjevanje staljenega jekla spremeni smer rasti kristalov, kar bistveno izboljša makrostrukturo v primerjavi s konvencionalno litimi ingoti.
- Zmanjšanje poroznosti in segregacije: ESR bistveno izboljša makrostrukturo jekla. Kljub enakemu razmerju kovanja izboljša ESR osrednjo poroznost in segregacijo za več kot 0,5 ravni (v skladu s standardi ASTM) v primerjavi z običajnimi jekli za litje. Osrednja struktura jekla ESR je gosta, običajno manj kot razred I. Učinek je še posebej očiten pri jeklih, ki so nagnjena k poroznosti in krčenju votlin v ingotovih, kot je npr. Orodno jeklo A2. Pri izdelavi plastičnega kalupnega jekla izboljšanje strukturne enotnosti in gostote znatno izboljša učinkovitost poliranja jekla in odpornost proti koroziji.
2. Zmanjšanje vsebnosti nekovinskih vključkov v jeklu:
ESR znatno zmanjša vsebnost nekovinskih vključkov v jeklu, predvsem sulfidnih vključkov, ki kažejo pomembne spremembe in zmanjšanja morfologije in količine. Silikatni vključki so tudi v veliki meri odstranjeni, s čimer se bistveno izboljša čistost jekla.
3. Izboljšanje nehomogenosti karbida:
ESR znatno izboljša nehomogenost karbida in kristalno strukturo jeklenega ingota, zlasti pri visokoogljičnem in kromovem jeklu za hladno obdelavo. Pri enakem razmerju kovanja se izboljša za 0,5 ravni, zlasti izboljša osrednjo strukturo. Rafiniranje karbidov poveča vsebnost zlitine v matrici po kaljenju, s čimer se poveča učinek sekundarnega utrjevanja in odpornost proti popuščanju. Poleg tega ESR izboljša tudi vročo obdelavo in žilavost jekla.
4. Izboljšanje mehanskih lastnosti:
ESR izboljša mikrosegregacijo in vključke v jeklenem ingotu, kar ustvarja enotno in gosto strukturo jekla. To izboljša mehanske lastnosti, zlasti zmanjša razlike v zmogljivosti med vzdolžnimi, prečnimi, središčnimi in robnimi območji jekla. Na primer po zdravljenju z ESR Orodno jeklo H13, razmerje med vzdolžno in prečno natezno trdnostjo in plastičnostjo presega 0,90, razmerje udarne žilavosti pa presega 0,78.

